
Pratiques Industrielles et Vie Quotidienne: Conserveries et Ferblanteries Nantaises XIXème siècle - XXème siècle
Práticas industriais e vida quotidiana: Fábricas de conservas e estanhagem de Nantes Século XIX - Século XX
Roger CORNU Phanette de BONAULT- CORNU
Capítulo V - Trabalhar a lata
Chapitre V – Le travail de la boîte
“Em 1908, por iniciativa do Sr. COBB, da American CAN CO, foi erigido um monumento à entrada de uma fábrica de conservas da READS Ltd, em Grantham. Por cima de uma enorme caixa metálica, sobre a qual se encontrava um globo terrestre com os seus meridianos e paralelos, lia-se a seguinte inscrição:
“En 1908, à l’initiative de M. COBB, de l’Américain CAN CO, un monument fut érigé à l’entrée d’une usine de conserve de la READS Ltd à Grantham. Au-dessus d’une énorme boîte métallique où se détachait un globe terrestre grillagé de ses méridiens et parallèles, on lit :
PETER DURAND
inventor da lata de metal
Hoxton Square Middlesex
1810
Nenhum homem pode prever e só o tempo pode medir como a habilidade da mente e das mãos moldará os caminhos do mundo e alterará o curso do destino” [1].
PETER DURAND
inventor of the metal can
Hoxton Square Middlesex
1810
No man can foretell and only time can measure how skill of mind and hand shall shape the world’s ways and alter the course of the destiny” [1]
É preciso um grande homem algures para justificar a existência de algo tão mundialmente famoso como a lata de conserva. Além disso, foi bastante partilhada: os franceses inventaram a conserva e os ingleses inventaram a lata. A procura da paternidade iria sempre suscitar múltiplas controvérsias, incluindo em Inglaterra.
[1] PUJOL (Rosemonde) Nicolas APPERT – Denoêï 1985 p. 159
Il faut un grand homme quelque part pour justifier l’existence d’un objet aussi mondialement connu que la boîte à conserve en fer-blanc. Le partage est de plus équitable : aux français l’invention de la conserve, aux anglais celle de la boîte. La recherche de paternité va toujours provoquer de multiplex controverses y compris en Angleterre.
[1] PUJOL (Rosemonde) Nicolas APPERT – Denoêï 1985 p. 159
I ELEMENTOS DA MITOLOGIA
As latas soldadas existem desde o século XVIII para encerrar e proteger as “confitures” (hoje diríamos “confits”). No Dictionnaire Universel du Commerce, SAVARY [2] refere que as “confitures” de sardinha são colocadas em “barris ou latas”, sem especificar se essas latas são de estanho ou de madeira, como sugerem alguns autores. Por outro lado, num livro publicado em 1796, o capitão John Stedman relata uma expedição de 5 anos (1772-1777) organizada para acabar com a revolta dos escravos negros no Suriname: “Um simples pedaço de carne assada preparada é frequentemente enviado da Europa para a Guiana como um presente precioso. A maneira de manter esta carne assada intacta durante a travessia era embrulhá-la numa lata ou num recipiente.
Depois de preencher os espaços vazios com molho ou gordura até ficar completamente coberta, a lata era fechada e soldada para que não entrasse ar nem água: dizia-se que, desta forma, podia dar a volta ao mundo com toda a segurança” [1].
A lata soldada já existia, portanto, nesta altura, e podemos supor que a sua utilização na marinha deve ter sido desenvolvida. Convém também lembrar que os latoeiros do século XVIII tinham uma relação estreita com a indústria alimentar, nomeadamente no fabrico de louça de mesa. No seu Almanach Gourmand de 1810, GRIMOD de la REYNIERE fala dos três tipos de compotas, com vinagre, manteiga e azeite: “As sardinhas assim preparadas, encerradas em latas soldadas, podem viajar sem risco e chegar à mesa dos gourmets quase tão bem como quando saem do mar”. Estas são as sardinhas de Joseph COLIN.
Vimos que, já em 1805, Joseph COLIN tentou aplicar o processo Appert às sardinhas.
Terá sido bem sucedido em 1810 e as latas em questão foram submetida a ebulição? É impossível dizer. GRIMOD de la REYNIERE aconselhou a utilização de um ferro de soldar para as abrir, o que sugere um fecho bastante hermético. Os diferentes dados históricos mostram que não se trata de uma invenção, uma vez que a lata já era conhecida há muito tempo, mas sim de uma inovação, ou seja, a ideia de utilizar a lata para a appertização e, a partir daí, fazer uma lata resistente à fervura.
Que forma poderá ter esta caixa?
[1] Citado na revista L’Etain et ses usages n°80 – 1969
Também aqui a questão permanece sem resposta. Tudo o que sabemos é que as latas que W. E. Perry levou consigo na sua viagem de exploração ao Pólo Norte eram redondas. Este desconhecimento reabre o debate sobre a forma da lata, e em particular da lata de sardinha. Sabemos que esta forma é específica de França e que surgiu em Nantes, mas onde?
O diário de empresa de J.J. CARNAUD et FORGES DE BASSE-INDRE refere: “Em 1824, um homem chamado François DEFFES teve a ideia de mandar Jean-Marie VEDRY, latoeiro da rua de la Juiverie (atual nº 7, rua de l’Hémery) fazer uma lata plana do comprimento de uma sardinha. Os resultados foram notáveis, e VEDRY foi levado a entregar latas não só a DEFFES, mas também a COLIN” [1]. Ao contar esta história, o jornal faz referência às origens da empresa: J.M. VEDRY foi o fundador da empresa familiar SAUNIER-TESSIER, que mais tarde foi adquirida pela CARNAUD. A informação provém da família SAUNIER-TESSIER, e encontramos aqui um elemento de mitologia comparável ao produzido nas famílias de fabricantes de conservas. Dois elementos importantes desta mitologia podem ser observados neste texto, que fornece o título de nobreza da empresa: situar-se em relação a J. COLIN, quer mostrando que se tinha mantido relações com ele, quer afirmando que tinha encontrado coisas antes dele.
Neste texto, tudo se conjuga. Foi o seu concorrente, cujo latoeiro era VEDRY, que utilizou pela primeira vez a lata de sardinha retangular (anterioridade), mas ao mesmo tempo VEDRY forneceu uma a COLIN (relação com ele) e isto em 1824, data escolhida para situar a instalação de COLIN na rue des Salorges e o nascimento da fábrica industrial de conservas. No entanto, não encontrámos qualquer referência a DEFFES antes de 1837 e, mesmo que tivesse produzido sardinhas em óleo antes, o latoeiro VEDRY não teria certamente produzido latas para DEFFES e COLIN. Desde o início, os fabricantes de conservas tinham uma imagem de marca e as latas contribuíam para essa imagem; a concorrência entre eles era desde o início muito forte e cada um parecia ter o seu próprio latoeiro: COLIN utilizava DELMAS, DEFFES utilizava VEDRY e PHILIPPE e CANAUD em Riom.
[1] Les Nouvelles des Forges – n°40 – julho de 1967 – p. 6
O fabrico de latas deu origem a uma segunda mitologia: a do latoeiro, por vezes o verdadeiro senhor do local de trabalho, o homem que chega de cartola e é recolhido na estação numa carruagem puxada por cavalos, o operário de mãos hábeis, por vezes tirânico para com os seus patrões, semeando a revolta social entre os operários das fábricas de conservas e os pescadores, arruinando a indústria conserveira de Nantes, partindo máquinas, etc.
Comecemos pela cartola e pelo caleche [1], que já tínhamos encontrado quando estudámos os “portefaix“ de Marselha [2]. Quando o latoeiro chegava à fábrica de conservas, era ele o fabricante de latas que fornecia a fábrica de conservas, o capataz que representava o seu patrão e supervisionava a equipa de latoeiros que fechava as latas cheias, ou o jornaleiros da Volta a França (muitos dos quais eram latoeiros) que chegava vestido de jornaleiros? O mito do operário de cartola merece ser estudado de forma sistemática.
[1] Esta descrição surgiu várias vezes durante as entrevistas.
[2] CORNU (Roger): “Les portefaix et la transformation du port de Marseille”. Annales du Midi – abril-junho de 1974 – p. 181-201.
I ELEMENTS DE MYTHOLOGIE
La boîte de fer blanc soudée existe dès le XVIIIème siècle pour renfermer et protéger les “confitures” (on dirait aujourd’hui les confits). Dans le Dictionnaire Universel du Commerce, SAVARY [2] note que les “confitures” de sardines sont mises dans “des barils ou boètes” sans préciser si ces boètes sont en fer-blanc ou en bois comme certains auteurs le laissent supposer. Par contre dans un livre paru en 1796, le Capitaine John STEDMAN raconte une expédition de 5 ans (1772-1777) organisée pour réprimer la révolte des esclaves noirs au Surinam ; il note ainsi : “On envoie souvent d’Europe en Guyane, comme Cadeau précieux, un simple morceau de rosbif préparé. La manière de conserver intacte, pendant la traversée, cette . viande déjà rôtie consistait à l’emballer dans une boîte en étain brut ou “cannister”.
Après avoir rempli les vides avec de la sauce ou de la graisse jusqu’à recouvrement complet, la boîte était fermée et soudée pour que ni l’air ni l’eau ne puissent y entrer : on disait que, de cette façon, ele pouvait faire le tour du monde en toute sécurité” [1].
La boîte en fer blanc soudée existe donc déjà à cette époque et l’on peut supposer que son usage dans la marine devait être développée. Il faut se souvenir par ailleurs que les ferblantiers du XVIIIème siècle entretiennent des relations étroites avec l’alimentation en fabriquant notamment de la vaisselle. Dans son Almanach Gourmand de 1810, GRIMOD de la REYNIERE parle des trois sortes de confitures, au vinaigre, au beurre et à l’huile : “Les sardines ainsi préparées, enfermées dans des boîtes en fer-blanc soudées peuvent voyager sans risque et arriver sur la table des gourmands presque aussi bonnes que lorsqu’elles sortent de la mer”. Ce sont les sardines de Joseph COLIN.
Nous avons vu que, dès 1805, Joseph COLIN essayait d’appliquer le procédé Appert aux sardines.
A-t-il réussi en 1810 et les boîtes dont il s’agit ont-elles été soumises à l’ébullition ? On ne saurait le dire. GRIMOD de la REYNIERE conseille d’utiliser un fer à souder pour les ouvrir, ce qui laisse supposer une fermeture très hermétique. Les différentes données historiques font apparaître qu’il n’y a pas invention puisque la boîte est connue depuis longtemps mais plutôt innovation, c’est à dire avoir l’idée d’utiliser la boîte dans le cadre de l’appertisation et, de là, fabriquer une boîte résistant à l’ébullition.
Quelle forme pouvait bien avoir cette boîte ?
[1] Cité dans la Revue L’Etain et ses usages n°80 – 1969
Là encore la question reste entière. On sait simplement que les boîtes de conserve que W.E. PERRY emmène lors de son voyage d’exploration au pôle nord sont rondes. Cette ignorance permet de relancer le débat de l’invention autour de la forme de la boîte et notamment de la boîte à sardines. On sait en effet que cette forme était spécifique à la France et qu’elle est apparue à Nantes mais chez qui ?
Le journal d’entreprise de J.J. CARNAUD et FORGES DE BASSE-INDRE note : “En 1824, un nommé François DEFFES eut l’idée de faire fabriquer par Jean-Marie VEDRY, ferblantier installé rue de la Juiverie (actuellement n°7, rue de l’Hémery) une boîte en fer blanc, plate de la longueur d’une sardine. Les résultats furent remarquables ; c’est ainsi que VEDRY fut amené à livrer des boîtes, non seulement à DEFFES, mais aussi à COLIN” [1]. En rapportant cette histoire, le journal parle des origines de l’entreprise : J.M. VEDRY est en effet le fondateur de l’entreprise familiale SAUNIER-TESSIER qui sera reprise par CARNAUD. Les informations viennent de la famille SAUNIER-TESSIER et l’on retrouve ici une part de mythologie comparable à celle produite dans les familles de conserveurs. On peut noter dans ce texte deux éléments importants de cette mythologie fournissant les titres de noblesse de l’entreprise : se situer par rapport à J. COLIN, soit en montrant qu’on a entretenu des rapports avec lui, soit en affirmant qu’on a trouvé les choses avant lui.
Dans ce texte tout est réuni. C’est son concurrent, dont VEDRY est le ferblantier qui utilisera le premier la boîte à sardines rectangulaire (antériorité), mais VEDRY en fournira en même temps COLIN (relation avec lui) et cela en 1824, date retenue pour situer l’installation de COLIN rue des Salorges et la naissance de la conserverie industrielle. Il reste que nous n’avons pas trouvé mention de DEFFES avant 1837 et que, quand bien même il eût produit des conserves de sardines à l’huile antérieurement, le ferblantier VEDRY n’aurait certainement pas produit des boîtes à la fois pour DEFFES et pour COLIN. Les conserveurs ont en effet dès le départ le sens de l’image de marque, et la boîte contribuait à cette image; la concurrence entre eux est au départ brutale et chacun semble avoir son ferblantier : COLIN utilise DELMAS, DEFFES a recours à VEDRY et PHILIPPE et CANAUD à Riom.
[1] Les Nouvelles des Forges – n°40 – Juillet 1967 – p. 6
La fabrication de la boîte entraîne une seconde mythologie : celle du ferblantier-boîtier, tantôt véritable seigneur du travail, celui qui arrive en haut-de-forme et que l’on va chercher en calèche à la gare, l’ouvrier aux mains expertes, tantôt tyrannique envers les patrons, semant la révolte sociale parmi les ouvrières des conserveries et les pêcheurs, ruinant l’industrie nantaise de la boîte à conserve, brisant les machines, etc..
Retenons d’abord le haut-de-forme et la caleche [1] que nous avions déjà rencontré en étudiant les portefaix marseillais [2]. L’apparition du mythe peut mélanger plusieurs choses qui peuvent coexister : lorsque le ferblantier arrive chez le conserveur, s’agit-il du fabricant de boîtes qui fournit la conserverie, du contremaître qui va représenter son patron et encadrer l’équipe de boîtiers qui va assurer la fermeture des boîtes remplies, ou du compagnon du Tour de France (nombreux parmi les ferblantiers) qui arrive en tenue de compagnon ? Le mythe de l’ouvrier en haut-de-forme mériterait d’être étudié systématiquement.
[1] Cette description est revenue plusieurs fois dans les entretiens.
[2] CORNU (Roger) : “Les portefaix et la transformation du port de Marseille”. Annales du Midi – Avril-juin 1974 – p. 181-201.
II TRABALHO COM CAIXAS SOLDADAS
No domínio da história social, os textos mencionam rapidamente os latoeiros, mas as descrições técnicas são mais raras e imprecisas. No entanto, a qualidade das latas de metal de Nantes foi reconhecida quando, em 1839, os fabricantes de latas Bertrand e Feydau foram galardoados com uma medalha de prata na Exposição de Paris de 1839:
“Soldam as suas latas de modo a não introduzirem solda ou resina no interior das latas e, sobretudo, de modo a que as tampas se soltem facilmente durante a utilização e que as latas possam assim ser utilizadas várias vezes para o mesmo fim” [3].
[3] Citado em MARIE d’AVIGNEAU (A) – L’industrie des conserves de poisson en France – Thèse de doctorat – Sciences Economiques – Rennes 1955.
A descrição mais antiga que encontrámos foi dada por um fabricante de conservas de Le Croisic em 1855: “Em primeiro lugar, cortam-se os corpos ou os lados com uma tesoura forte. Em seguida, com um segundo par de tesouras, cortam-se à medida; passam depois por um cilindro para lhes dar a forma e o bordo e, por fim, são dobradas sobre uma lanterna de calibre. Os latoeiros tomam-nas então, ajustam as duas extremidades sob a pressão de um caleiro, unem-nas com um cordão de solda e completam a sua forma com um carimbo. Os fundos são cortados por um cortador de abate, recolhidos e colocados numa máquina de estampar, que os esvazia e lhes imprime o molde, sendo finalmente colocados e soldados nos corpos pelos latoeiros” [1].
[1] CAILLO Jeune – Recherche sur la pêche de la sardine en Bretagne et sur les industries qui s’y rattachent – Nantes, Imprimerie de Vincent FOREST, Place du Commerce – 1855- p. 96
Uma série de notas históricas publicadas em Nouvelles des Forges dá-nos uma ideia do trabalho do latoeiro, embora se trate apenas de latas redondas: “Trata-se, sobretudo, de um trabalho individual pelo qual o trabalhador é totalmente responsável de uma ponta à outra…. Em troca de um cupão de material, o trabalhador recebe do armazém um determinado lote de folhas de flandres, sobre as quais efectua ele próprio todas as operações de moldagem das latas, uma após outra. Quando estas estão terminadas, devolve-as à loja de produtos acabados, volta a recolher um novo lote de folhas e o ciclo recomeça… As folhas são traçadas, uma a uma, e depois cortadas com uma tesoura de bancada. Obtêm-se, assim, chapas rectangulares ou peças em bruto, às quais é dada uma forma cilíndrica através da passagem por um rolo manual. A peça em bruto é então montada de forma plana, com as duas extremidades a soldar unidas por um encaixe.
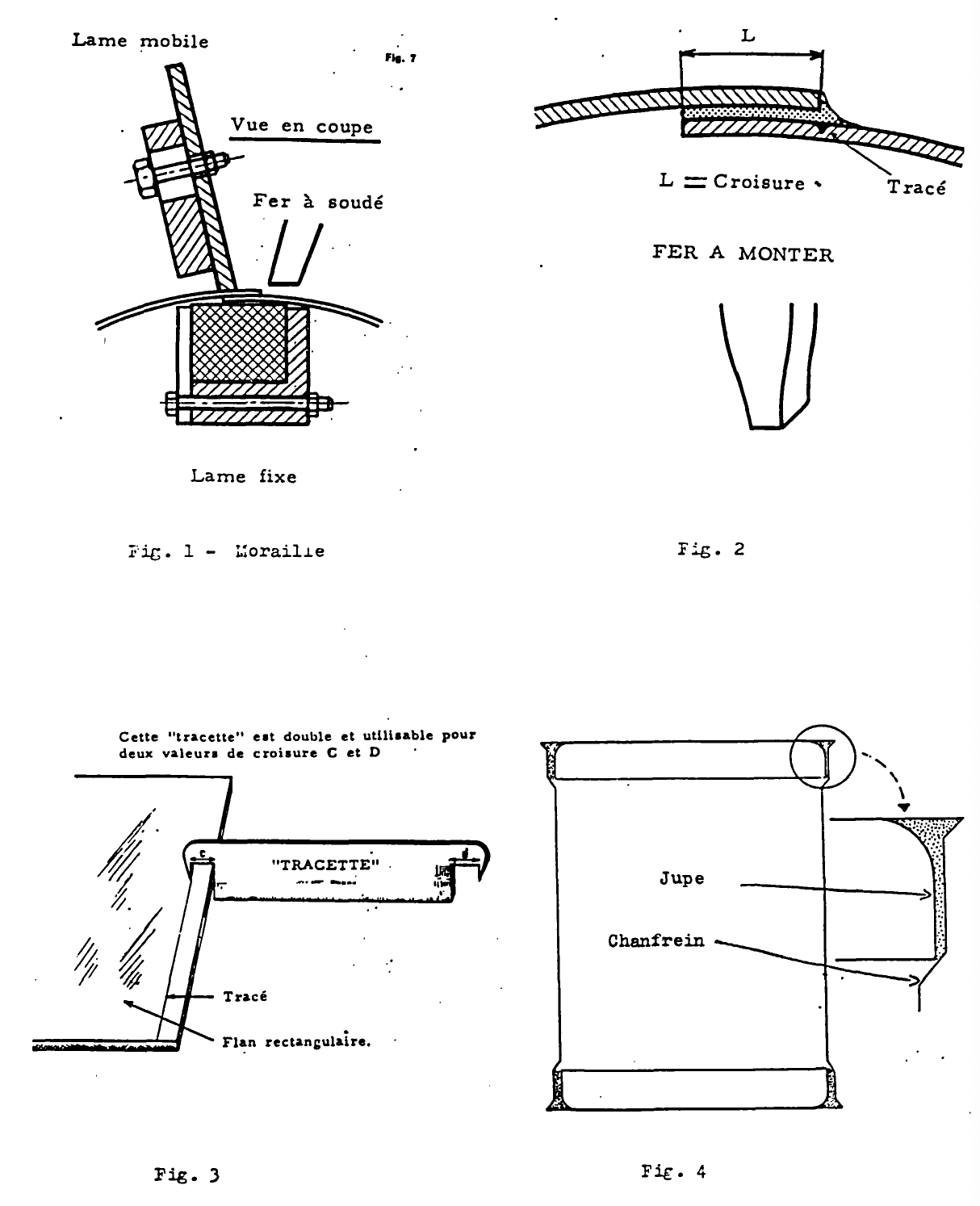
“Imagine um enorme cinzel cujas lâminas, privadas do seu gume, foram dispostas horizontalmente: a lâmina inferior fixa à mesa, a lâmina superior móvel. Uma poderosa mola pressiona as duas lâminas uma contra a outra. A lâmina móvel abre-se comprimindo a mola sob a ação de uma haste comandada por uma alavanca de pedal.
Quando o tubo a soldar está no lugar, o pedal é solto, libertando a ação da mola; as duas partes a soldar são então pressionadas firmemente uma contra a outra e a operação de soldadura pode começar, precedida, como sempre nestes casos, de uma decapagem, que neste caso é feita com um pincel. O estanho fino é utilizado para a soldadura (Figura 1). O ferro de soldar é aquecido num braseiro a carvão.
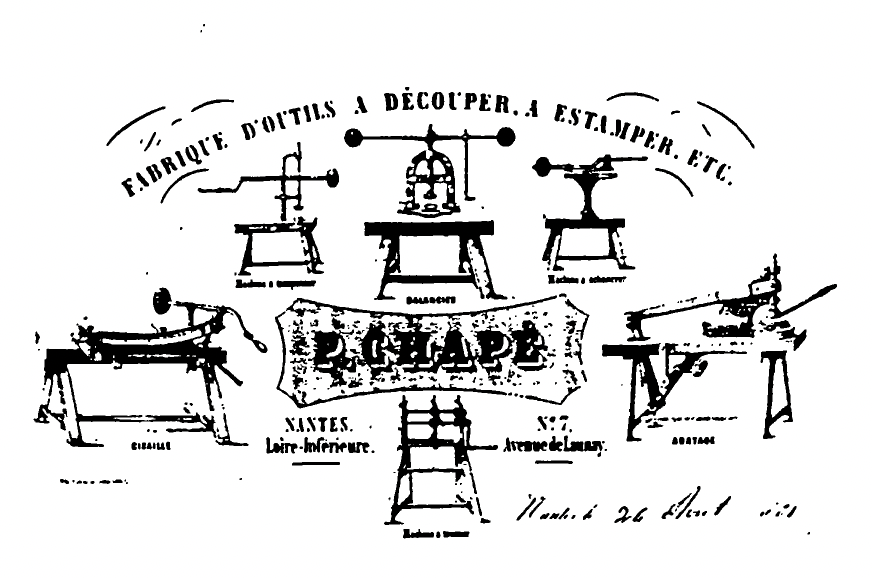
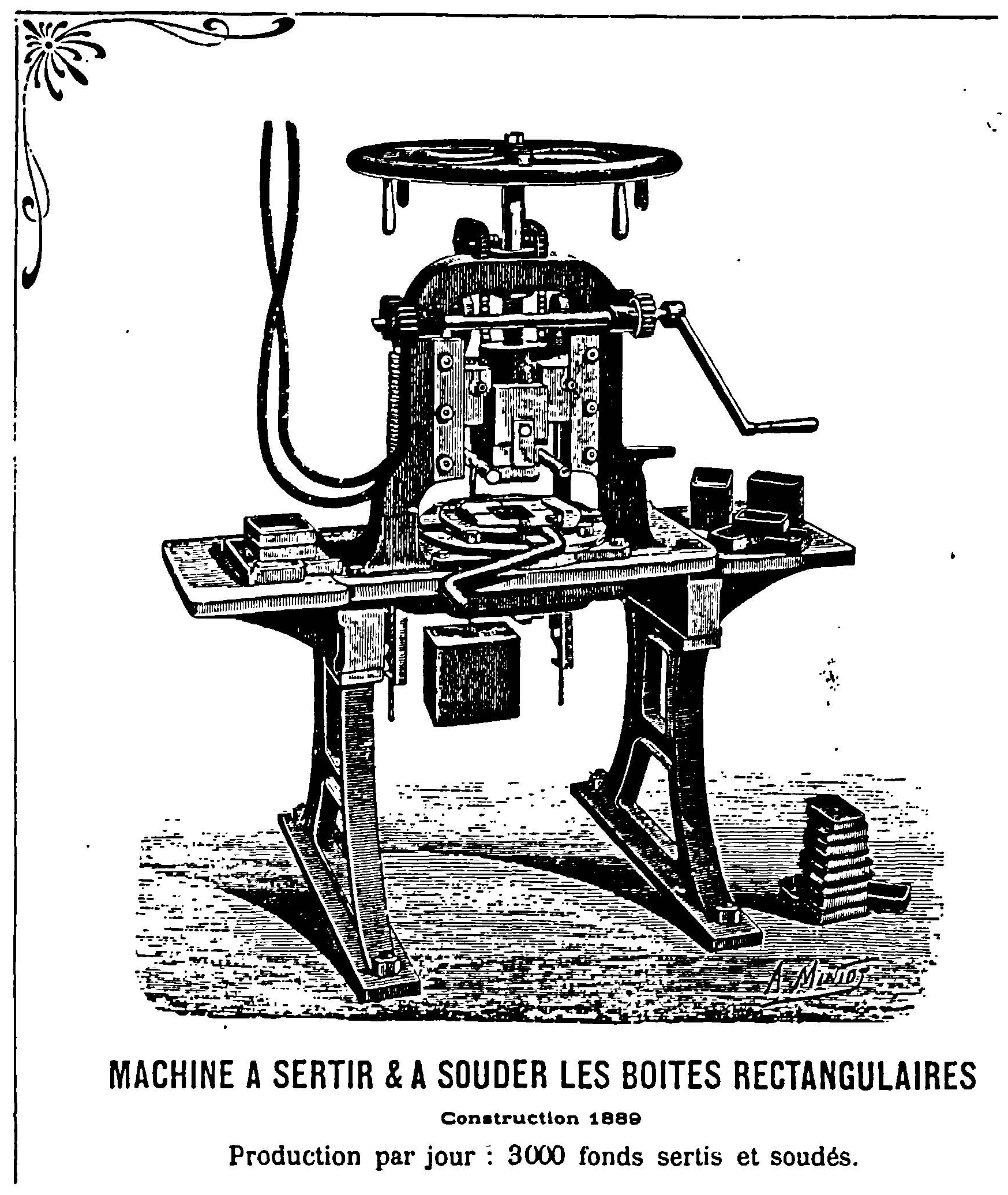
“A largura do metal que constitui a sobreposição necessária para a soldadura é designada por “secção transversal”. É evidente que quanto maior for a secção transversal, maior será a resistência do conjunto (Figura 2). O tubo obtido deve ser estritamente cilíndrico e o seu diâmetro deve ser cuidadosamente respeitado. Se for demasiado grande, as extremidades penetrarão sem fixação e a soldadura será impossível. Se, pelo contrário, o diâmetro for demasiado pequeno, a extremidade não conseguirá penetrar no tubo. Naturalmente, a conicidade do tubo tem as mesmas desvantagens. Por outras palavras, a secção transversal deve ser muito regular de uma extremidade à outra da geratriz. Para isso, o soldador é guiado por uma linha preliminar traçada à largura da secção transversal com uma pequena ferramenta de traçar (figura 3).
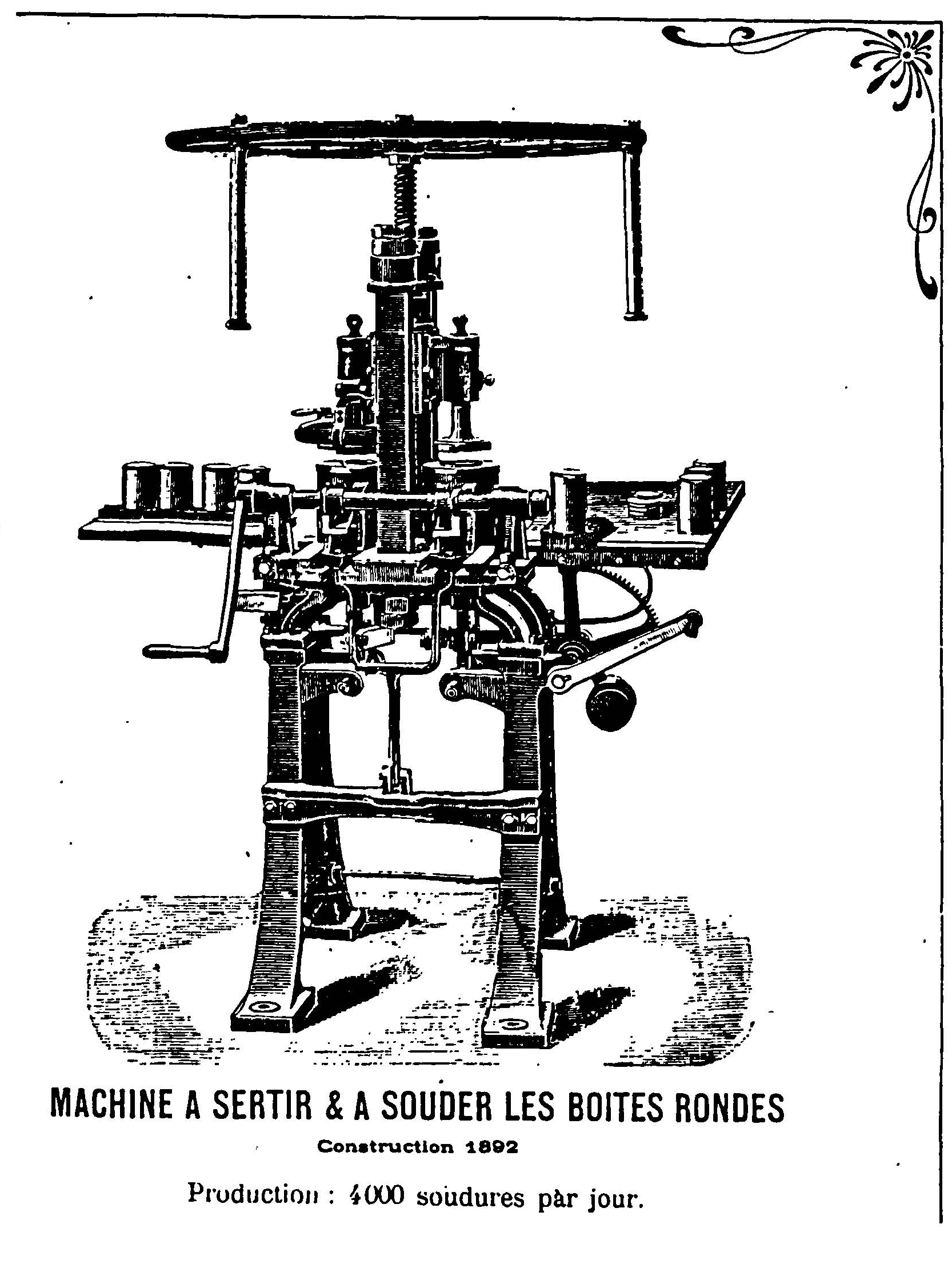
“Uma vez montado o tubo, este é submetido a uma espécie de pequena moldadora manual que, através de rodas de serrilha, produz os rebordos destinados a receber as extremidades (rebordos cilíndricos com cerca de 8 mm de altura, prolongados por um pequeno rebordo de 2 mm inclinado para o exterior).
“As extremidades eram originalmente planas e curvas. Têm uma saia com cerca de 9 mm de altura, o que lhes permite encaixar, sem folga, no alargamento do tubo. O chanfro de ligação, situado entre o alargamento e o resto do corpo, actua como um batente para limitar o movimento descendente da base. Uma vez a base firmemente colocada, a vedação é efectuada preenchendo o pequeno canal formado pelo bordo inclinado com estanho fino (Figura 4)…
“A soldadura da base é efectuada com a lata assente no prato de uma pequena torre de eixo vertical semelhante à que ainda hoje é utilizada por alguns oleiros. A placa é rodada pelo operador com o pé…
“O fecho da caixa nas instalações do cliente é efectuado da mesma forma. No entanto, a soldadura da base de fecho é uma operação muito delicada. Sob a ação do calor desenvolvido pelo ferro de soldar, o ar presente no espaço livre da lata (acima do produto) aquece, expande-se e tenta escapar através da solda líquida, criando minúsculos canais, muitas vezes invisíveis a olho nu, que permanecem após a solidificação, colocando o interior da lata em comunicação permanente com a atmosfera.
“Em certos tipos de latas, a tampa superior – diríamos agora a base – tem um pequeno orifício que permite a saída de ar e que é selado por meio de uma gota de solda quente colocada sobre o orifício. Este método é mais complicado, mas facilita a soldadura e, sobretudo, elimina a presença indesejável de ar. Por um lado, a qualidade do produto é melhorada e, por outro lado, o trabalho técnico na caixa é menos pesado…
“Se, à luz do que acaba de ser dito, imaginarmos por um momento a perícia com que se fabricavam caixas soldadas numa época em que as tolerâncias ainda não existiam e os calibres [1] utilizados eram geralmente imprecisos e grosseiros, podemos compreender que a reputação de que gozavam as caixas soldadas não era sobrestimada e que a sua classificação (antes da carta) na categoria de profissionais altamente qualificados era plenamente justificada” [2].
Há um certo número de diferenças entre os dois textos que devem ser salientadas.
Estas diferenças podem estar ligadas ao facto de o primeiro descrever uma oficina de folha de Flandres real, instalada numa fábrica de conservas por volta de 1850, enquanto o segundo se baseia nas memórias das pessoas, na presença de antigos equipamentos abandonados e na utilização desses equipamentos para a realização de protótipos.
Podem também depender do tipo de latas fabricadas: no primeiro caso, são latas de sardinha ou latas moldadas; no segundo, latas redondas.
[1] Parece que cada soldador tinha o seu pequeno arsenal de calibradores e calibres, que ele próprio fabricava e guardava ciosamente na sua caixa de ferramentas.
[2] Les Nouvelles des Forges n° 51 4/1969. Podemos ainda consultar os artigos históricos publicados neste jornal.
O responsável pela formação da época, o Sr. BOISSELIER, oriundo de uma família de conserveiros, considerava que a história das técnicas, o sector de atividade e a empresa eram essenciais para a formação. Ele estava à frente do seu tempo na tentativa de promover a história e a cultura industrial.
II LE TRAVAIL DE LA BOITE SOUDEE
Si les textes parlent facilement des ferblantiers-boîtiers dès qu’il s’agit d’histoire sociale, les descriptions techniques sont par contre plus rares et imprécises. Pourtant la qualité des boîtes métalliques nantaises est reconnue puisqu’en 1839 les fabricants de conserve BERTRAND et FEYDAU reçoivent une médaille d’argent à l’exposition de Paris de 1839 :
“Ils soudent leurs boîtes de fer blanc de manière à ne pas introduire de soudure, ni de résine à l’intérieur des boîtes et surtout de telle sorte que les couvercles sont facilement dessoudés lors de l’emploi et que les boîtes peuvent ainsi servir à plusieurs reprises au même usage” [3]
[3] Cité dans MARIE d’AVIGNEAU (A) – L’industrie des conserves de poisson en France -Thèse de doctorat – Sciences Economiques – Rennes 1955.
La plus ancienne description que nous ayons trouvée nous est faite par un conserveur du Croisic en 1855 : “D’abord à l’aide d’une forte cisaille il faut découper les corps ou les côtés. Puis avec une seconde cisaille les échancrer ; les passer ensuite au cylindre pour leur donner la moulure et le bord, enfin les ployer sur une lanterne de calibre. Les ferblantiers les prennent ensuite, ajustent les deux extrémités sous la pression d’une moraille en gouttière, les lient par un cordon de soudure et achèvent de leur donner la forme à l’aide d’un tampon. Les fonds sont taillés par un découpoir à abattage, repris puis posés sur un estampoir qui les creuse et leur imprime la moulure, et enfin placés et soudés sur les corps par les ferblantiers” [1].
[1] CAILLO Jeune – Recherche sur la pêche de la sardine en Bretagne et sur les industries qui s’y rattachent – Nantes, Imprimerie de Vincent FOREST, Place du Commerce – 1855- p. 96
Une série de notes historiques publiées dans les Nouvelles des Forges nous permet de préciser le travail du ferblantier-boîtier, bien qu’il ne soit question que de la boîte ronde : “Il s’agit, avant tout, d’un travail individual dont l’exécutant conserve, d’un bout à l’autre, l’entière responsabilité… En échange d’un bon-matière, l’ouvrier reçoit du magasin un lot déterminé de feuilles de fer blanc, sur lesquelles il exécute, lui-même, successivement, toutes les opérations de façonnage des boîtes. Quand celles-ci sont terminées, il les remet au magasin des produits finis, retourne pour percevoir un nouveau lot de feuilles et le cycle recommence… Les feuilles sont tracées, une à une, puis découpées au trait, à la cisaille d’établi. On obtient ainsi des plaques rectangulaires ou flans, auxquels un passage dans une rouleuse à main va donner la forme cylindrique. Le montage à plat est ensuite réalisé ; les deux extrémités à souder du flan étant maintenues appliquées l’une sur l’autre au moyen de la moraille.
“Imaginez un énorme ciseau dont les lames, privées de leur arête tranchante, ont été disposées horizontalement : la lame inférieure étant fixe et solidaire de la table, la lame supérieure mobile. Un puissant ressort appuie les deux lames l’une sur l’autre. L’ouverture de la lame mobile est obtenue par la compression du ressort sous l’action d’une tige commandée par un levier à pédale.
Lorsque le tube à souder a été mis en place, on relâche la pédale qui libère l’action du ressort ; les deux parties à souder se trouvent alors énergiquement appliquées l’une sur l’autre et l’on peut commencer l’opération de soudage, qui est précédée, comme toujours en pareil cas d’un décapage qu’ici on exécute au pinceau. Pour le soudage, on utilise l’étain fin (figure 1). Le fer à souder est chauffé sur un brasero alimenté au charbon de bois.
“La largeur de métal qui constitue le recouvrement devant permettre le soudage porte le nom de “croisure”. Il va de soi que plus la croisure est importante, plus le montage est résistant (figure 2). Le tube obtenu doit être rigoureusement cylindrique et son diamètre soigneusement respecté. En effet, s’il est trop grand, les fonds pénètrent sans serrage et le soudage sera rendu impossible. Si au contraire le diamètre est trop faible, le fond ne pourra pas pénétrer dans son emplacement. La conicité du tube présente bien, entendu les mêmes inconvénients. C’est à dire que la croisure doit être très régulière d’un bout à l’autre de la génératrice. Pour obtenir ce résultat, le soudeur se guide sur un tracé préalable exécuté à la largeur de la croisure au moyen d’un petit trusquin appelé tracette (figure 3).
“Le montage du tube étant terminé, celui-ci est alors soumis à une sorte de petite moulureuse à main qui exécute au moyen de molettes, les évasements destinés à recevoir les fonds (évasements cylindrique d’environ 8mm de hauteur, prolongé par un petit bord de 2 mm incliné vers l’extérieur).
“Les fonds, à l’origine sont à galbe plat. Ils présentent une jupe d’environ 9mm de hauteur, qui leur permet de s’engager, sans jeu, dans l’évasement du tube. Le chanfrein de raccordement, disposé entre l’évasement et le reste du corps, constitue une butée qui limite la descente du fond. Lorsque le fond est engagé à force dans son emplacement, on assure l’étanchéité en remplissant d’étain fin la petite rigole formée par le bord incliné (figure 4)…
“Le soudage du fond de fabrication est exécuté la boîte étant placée debout sur le plateau d’un petit touret à axe vertical analogue à celui qu’utilisent encore de nos jours certains potiers. La rotation du plateau est assuré par l’opérateur en s’aidant du pied…
“La fermeture de la boîte chez le client s’exécute de façon identique. Toutefois, le soudage du fond fermeture constitue une opération très délicate. En effet, sous l’action de la chaleur développée par le fer à souder, l’air présent dans l’espace libre de la boîte (au-dessus du produit) s’échauffe, se dilate et tente de s’échapper au travers de la soudure liquide, créant alors de minuscules canaux, souvent invisibles à l’oeil nu, qui subsistant après solidification, mettent l’intérieur de la boîte en communication définitive avec l’atmosphère.
“Dans certains types de boîtes, le couvercle supérieur – ,nous dirions maintenant le fond de fermeture – comporte un petit orifice qui permet à l’air de s’échapper et que l’on bouche au moyen d’une goutte de soudure habiliment déposée sur l’orifice. Cette méthode est plus compliquée, mais elle rend le soudage plus facile et surtout permet d’éliminer l’air, dont la présence est indésirable. D’une part, la qualité du produit se trouve améliorée et d’autre part le travail technique de la boîte est moins sévère…
“Si à la lueur de ce qui vient d’être dit, on imagine un instant ce que pouvait représenter comme habileté la réalisation des boîtes soudées à une époque où les tolérances n’existaient pas encore et où les calibres [1] utilisés étaient le plus souvent imprécis et grossiers, on comprend que la réputation dont bénéficiaient les boîtiers-soudeurs n’était pas surfaite et que leur classement (avant la lettre) dans la catégorie des professionnels hautement qualifiés était pleinement justifié” [2].
Les deux textes présentent un certain nombre de différences qu’il faut souligner. Les différences peuvent être liées au fait que le premier décrit un atelier de ferblanterie réel installé dans une conserverie vers 1850 tandis que le second s’appuie sur la mémoire des hommes, sur la présence de vieux matériel abandonné et sur l’utilisation de ce matériel pour la confection de prototypes.
Elles peuvent aussi dépendre du type de boîtes fabriquées : dans le premier cas, ce sont des boîtes à sardines ou boîtes de forme : dans le secondées boîtes rondes.
[1] Chaque boîtier soudeur possédait, paraît-il, son petit arsenal de calibres et de jauges qu’il avait confectionné lui-même à son idée et qu’il serrait jalousement dans son coffre à outil.
[2] Les Nouvelles des Forges n° 51 4/1969. On aura encore recours aux articles historiques publiés dans ce journal.
Le responsable de la formation de l’époque, M. BOISSELIER, issu d’une famille de conserveur, considérait que l’histoire des techniques, du secteur d’activité et de l’entreprise était indispensable à la formation. Avant l’heure, il tentait de promouvoir l’histoire et la culture industrielle.
Em ambos os casos, existe uma mistura de trabalho manual e de trabalho mecânico.
Convém salientar aqui que a noção de maquinismo não implica de modo algum a utilização de uma fonte de energia diferente da força muscular, mas define-se pelo facto de o homem intervir apenas como fonte de energia, como fornecedor e como regulador da máquina, sendo a operação técnica realizada pelo instrumento.
Para a moldagem das peças em bruto, ambas as descrições mencionam a utilização de máquinas, mas de formas diferentes. No primeiro caso, a peça em bruto é moldada antes de ser moldada, enquanto no segundo, a moldagem é efectuada depois de o corpo ter sido formado, o que nos aproxima das máquinas de flangear e das máquinas de cravar (utilização de rodas de serrilha). Podemos, por conseguinte, considerar que se trata de duas fases técnicas.
A segunda diferença diz respeito ao entalhe mencionado no primeiro texto e ausente no segundo, o que só pode ser um lapso. A peça a moldar é recuada numa das extremidades da peça em bruto para que não haja duas camadas de metal na intersecção, o que dificultaria o encaixe das extremidades de fabrico e de fecho.
Por fim, parece que o tipo de morel referido em cada um dos textos não é o mesmo e depende do tipo de soldadura que se está a fazer. Voltaremos a este ponto mais tarde.
Um livro sobre o fabrico de conservas de fruta, publicado em vésperas da Primeira Guerra Mundial, fornece mais alguns pormenores e põe em causa a ideia de trabalho qualificado: “Soldar latas requer apenas um pouco de prática, que pode ser adquirida com a prática. É preciso ensinar este trabalho a um ou mais trabalhadores que se habituem rapidamente a ele. Utiliza-se o seguinte equipamento: um torniquete para colocar a lata a soldar, que é acionado com o pé, dando à lata um movimento rotativo; um ferro de soldar a gasolina fácil de ajustar… O mais importante é estar muito limpo e garantir que o ferro está sempre perfeitamente estanhado. Após cada operação de soldadura, limpar o ferro com um pano húmido. A resina que utilizar deve estar muito limpa, espalhe-a sobre as peças a soldar com um pincel. A parte da caixa a soldar deve ser muito bem limpa, porque os vestígios de açúcar ou de fruta formam caramelo e impedem a soldadura, provocam sopros e, consequentemente, fugas. Todas estas pequenas precauções podem ser aprendidas na prática com cuidado e boa vontade.
Se a operária encarregada deste trabalho estiver à altura da tarefa, será capaz de produzir um bom resultado, sem deixar de ser responsável e de ter de reparar as fugas que possam ocorrer.
“Utiliza-se resina em pó para soldar ou prepara-se o seguinte líquido: deita-se ácido clorídrico (H. clH.) “Espírito de sal” num recipiente de vidro ou de barro e decompõe-se por meio de pedaços de zinco: liberta-se hidrogénio. Deixa-se repousar durante algum tempo, depois passa-se o líquido por um pano e junta-se uma quantidade igual de água”[1].
[1] ARNOU (Charles). Les industries de la conservation des fruits – Paris pelo autor – sem data (foi impresso em Vannes). Reeditado no final da 1ª Guerra Mundial (última data indicada: 1919).
Uma última descrição de um forasteiro em vésperas da Primeira Guerra Mundial. Primeiro, a oficina de fabrico de latas (contígua à fábrica de conservas). Estamos em Douarnenez: “No meio da sala, há uma mesa carregada de lâminas de estanho; de cada lado, cerca de trinta trabalhadores armados de maçaricos montam e soldam as lâminas. Quando estão em repouso, passam os maçaricos por uma espécie de forquilha de duas pontas aparafusada à borda da mesa” [2]. Depois, na fábrica de conservas, as latas são fechadas: “Sentados num escadote, têm à sua frente uma espécie de torno, semelhante ao utilizado pelos oleiros, que accionam com os pés.
Num piscar de olhos, a lata é fixada no torno e a tampa é colocada; com a mão esquerda, o trabalhador agarra num pau de solda e aplica-o no local desejado, enquanto com a direita aproxima um maçarico a gás, que derrete e espalha a solda”
[1]. O “maçarico” é um ferro de soldar, o que reflecte uma modernização dos instrumentos, embora o processo geral pareça ter mudado pouco desde 1842-1843, quando as máquinas apareceram pela primeira vez na indústria da folha de Flandres.
[2] HERUBEL (Marcel-A). La France au travail. En suivant les côtes de Dunkerque à Saint Nazaire – Paris, ROGER et CIE éd. – s.d. p. 247
[3] Idem p. 246
Todos os documentos aqui presentes são concordantes, e o inquérito ao trabalho de 1848 testemunha-o: “Nos últimos 5 anos, o trabalho tem sofrido uma diminuição contínua de manuseamento”[1], a tal ponto que, atualmente, se regista uma redução de dois terços nos últimos 5 anos, mais uma redução de 2/3 do número de trabalhadores, no sentido em que se quis acompanhar o progresso e, assim, acrescentar meios mecânicos ao trabalho, que, quando postos em prática, eliminam 2/3 dos trabalhadores, como já disse”[2].
[1] Aqui, trabalho manual, volume de trabalho.
[2] Arquivos departamentais do Loire Atlantique. 1M 21
Dans les deux cas, on retrouve un mélange de stade manuel et de machinisme.
Précisons ici que la notion de machinisme n’implique absolument pas le recours à une source d’énergie autre que la force musculaire mais qu’elle se définit par le fait que l’homme n’intervient que comme source d’énergie, comme fournisseur et comme régleur de la machine, l’opération technique étant assurée par l’instrument.
Pour le moulurage des flans, les deux descriptions mentionnent le recours à la machine, mais de façon différente. Dans le premier cas, le flan est mouluré avant d’être mis en forme, dans le second le moulurage se fait une fois le corps formé et nous rapproche des machines à border et des sertisseuses (recours au molettes). On peut alors supposer que nous avons affaire à deux stades techniques.
La seconde différence porte sur l’échancrage mentionné dans le premier texte et absent du second, ce qui ne peut être qu’un oubli. Il s’agit en effet d’échancrer la partie à moulurer à l’une des extrémités du flan afin qu’il n’y ait pas deux épaisseurs de métal au niveau de la croisure, ce qui rendrait plus difficile la pose des fonds de fabrication et de fermeture.
Il semblerait enfin que le type de moraille, dont parle chacun des textes, n’est pas le même et dépend du type de soudure exécuté. Nous reviendrons plus loin sur cet aspect.
Un ouvrage sur les conserves de fruits, à la veille de la première guerre mondiale, nous apporte quelques précisions supplémentaires et met en cause l’idée d’un travail qualifié : “Le soudage des boîtes de conserve ne demande qu’un peu d’habitude que l’on acquiert à la pratique. On doit enseigner ce travail à une ou plusieurs ouvrières qui peuvent rapidement s’y habituer. On utilise pour ce travail : un tourniquet sur lequel on place la boîte à souder, on l’actionne au moyen du pied, en donnant un mouvement rotatif à la boîte ; un fer à souder à essence que l’on règle facilement… L’essentiel est une grande propreté, que le fer soit toujours parfaitement étamé. Après chaque soudage essuyer le fer sur un linge mouillé. La résine que l’on emploie doit être très propre, la disperser sur les parties à souder au moyen d’un pinceau. Il faut que la partie de la boîte à souder soit très bien nettoyée, parce que les traces de sucre ou de fruits forment caramel et empêchent le soudage, provoquent des soufflures et par conséquent des fuites. Toutes ces petites précautions s’acquièrent à la pratique avec du soin et de la bonne volonté.
Si l’ouvrière chargée de ce travail est à la tâche, elle saura donner une bonne production, tout en restant responsable, et devant réparer les fuites qui se produiraient.
“On emploie pour souder la résine en poudre, ou on prépare le liquid suivant : “Dans un récipient en verre ou en faïence, on verse de l’acide chlorhydrique (H. clH.) “Esprit de sel” que l’on décompose au moyen de parcelles de zinc : il y a dégagement d’hydrogène. On laisse reposer quelque temps, puis on passe ce liquide à travers un linge et on l’additionne avec une quantité égale d’eau”[1].
[1] ARNOU (Charles). Les industries de la conservation des fruits – Paris chez l’auteur – sans date (a été imprimé à Vannes). Réédition datant de la fin de la 1ère guerre Mondiale (dernière date citée : 1919)
Retenons enfin une dernière description d’un observateur étranger à la profession à la veille de la première guerre mondiale. D’abord l’atelier de fabrication des boîtes (attenant à l’usine de conserves). Nous sommes à Douarnenez : “Au milieu de la pièce, s’allonge une table chargée de lames de ferblanc; de chaque côté, une trentaine d’ouvriers armés de chalumeaux, assemblent les lames et les soudent. Au repos, ils passent leurs chalumeaux dans une sorte de fourche à deux dents vissée sur le rebord de la table” [2]. Ensuite dans la conserverie, la fermeture des boîtes : “Assis sur un escabeau, ils ont devant eux une sorte de tour, analogue à celui des potiers, qu’ils actionnent avec le pied.
En un clin d’oeil la boîte est fixée sur le tour et le couvercle posé ; de la main gauche, l’ouvrier saisit un bâton de soudure et l’applique à l’endroit voulu, cependant que de la droite, il approche un chalumeau à gaz, qui fait fondre et étendre la soudure”
[1]. Le “chalumeau” est un fer à souder, ce qui traduit une modernisation des instruments alors même que le procédé général ne semble avoir guère bougé depuis 1842-1843 qu’apparaissent les machines dans la ferblanterie.
[2] HERUBEL (Marcel-A). La France au travail. En suivant les côtes de Dunkerque à Saint- Nazaire – Paris, ROGER et CIE éd. – s.d. p. 247
[3] Idem p. 246
Tous les documents, ici, concordent et l’enquête sur le travail de 1848 en témoigne : “Le travail depuis 5 années, a éprouvé une baisse continue de la manutention’[1] à tel point qu’il y a aujourd’hui deux tiers de diminution depuis 5 ans plus une suppression de 2/3 aussi d’ouvriers en ce sens qu’on a voulu suivre le progrès et par là ajouter au travail des moyens mécaniques lesquels étant mis en oeuvre suppriment comme je le dis plus haut 2/3 d’ouvriers” [2].
[1] Ici, travail à la main, volume de travail.
[2] Archives départementales de Loire Atlantique. 1M 2124

III SOLDADURA INTERNA OU EXTERNA
Embora aparentemente estável, muitas mudanças ocorreram entre a década de 1840 e a Segunda Guerra Mundial. Neste domínio, é necessário estabelecer uma ligação entre a evolução técnica e o problema da mão de obra.
Em 1891, um relatório da Câmara de Comércio conta, à sua maneira, a história do desenvolvimento da indústria da folha de Flandres: “Durante muitos anos, os únicos fabricantes de folha de Flandres em França, nomeadamente para as sardinhas em óleo, foram os de Nantes.
“Mais tarde, foram criadas empresas no Morbihan, no Finistère e depois na Vendeia, mas, tal como os seus antecessores de Nantes, estes novos fabricantes iam buscar as suas latas a Nantes, e eram os fabricantes de latas de Nantes que fabricavam as latas e as enviavam para as costas da Bretanha e da Vendeia para serem enchidas com sardinhas por trabalhadores também enviados de Nantes. A indústria das latas de conserva era então muito florescente.
“Desde então, a situação mudou. As mudanças neste sector remontam a 1864. Nessa altura, uma das empresas da costa bretã pediu ao seu fabricante de caixas de Nantes reduções tais que este último não podia conceder sem obter uma redução de preços dos seus trabalhadores. Os trabalhadores, que já estavam unidos, não num sindicato (a palavra era ainda desconhecida para eles) mas na Société des Ouvriers-Boîtiers, recusaram energicamente reduzir os preços que estavam a fazer.
“O fabricante de latas não podia aceitar as condições do fabricante de latas, pelo que cessou a produção e o fabricante de latas começou a fabricar as suas próprias latas utilizando trabalhadores locais.
“A partir de então, todas ou quase todas as fábricas de conservas das costas da Bretanha e da Vendeia fabricavam as suas próprias latas. Esta medida representou uma grande economia de mão de obra e pôde exercer uma influência devido ao número de efectivos que empregavam.
“Esta última consideração e o espírito de imitação levaram muitos fabricantes da Bretanha e da Vendeia a deixar de se abastecer em Nantes e a fabricar as suas próprias caixas nas suas próprias fábricas.
Os fabricantes de Nantes, afectados pela concorrência dos seus vizinhos que produziam mais barato, abandonaram Nantes e foram para as suas fábricas do litoral fabricar as caixas que tinham comprado ou fabricado em Nantes. Muitas vezes, estes trabalhadores abandonavam o trabalho ou faziam exigências que os trabalhadores locais, geralmente casados e satisfeitos com as melhorias que encontravam no trabalho que lhes era assim trazido, não tinham.
“Podemos, portanto, dizer que se o fabrico de latas de metal, que durante tanto tempo foi monopólio de Nantes, entrou em declínio, a causa remonta a 1864, quando os trabalhadores não compreenderam o interesse que tinham em ceder e baixar um pouco os seus preços para um caso excecional.
“Desde então, sob o impulso dos operários de Nantes, alguns fabricantes de latas de metal fizeram várias campanhas contra o fabrico de latas na costa atlântica. Em 1878, fizeram com que o Conselho Superior de Higiene e Saúde Pública decretasse a insalubridade da soldadura em interiores [1].
[1] Arquivo Departamental Loire Atlantique 6 JJ 603. Câmara de Comércio. Conselho Superior do Comércio. Relatório de 1891.
Este relatório, embora registe com bastante exatidão as deslocações ocorridas nas fábricas, atribui-as às reivindicações dos trabalhadores, quando as razões são outras.
A produção de alimentos enlatados está a crescer muito rapidamente.
Só para as sardinhas, a produção passou de 3 000 000 de latas em 1850 para 6 000 000 em 1852, 8 000 000 em 1853 e 10 000 000 em 1854[1]. [Este crescimento não podia ser absorvido pelos fabricantes de Nantes, e o livro de CAILLO prova que, em 1855, já tinham sido criadas fábricas no litoral.
O segundo problema era o transporte das caixas, numa altura em que tudo era feito por barco. O volume das latas implicava a mobilização de uma enorme tonelagem e as fábricas tinham de armazenar grandes volumes. O transporte da folha de Flandres em chapa era infinitamente menos dispendioso.
O terceiro fator, e não o menos importante, que explica a data de 1864 escolhida pelo relatório da Câmara de Comércio é o fabrico de folha de Flandres.
A maior parte da folha de Flandres utilizada em Nantes era produzida noutras regiões ou no estrangeiro. No entanto, a partir de 1861, as forjas de Hennebont começaram a fabricar folha de Flandres, favorecendo a produção de latas em Lorient e de caixas em Lanester. Os fabricantes de conservas encontravam as matérias-primas mais perto dos bancos de pesca, o que favorecia a produção local. Nas aldeias onde os homens estavam ocupados com a pesca e a agricultura, tinham de recorrer à mão de obra feminina ou às crianças. Daí a necessidade de simplificar o trabalho.
Em 1864, o fabricante de conservas Sylvain PEYRON dá uma outra explicação ligada ao crescimento demasiado rápido do número de fábricas de conservas nos anos 50:
“Alguns dos primeiros fabricantes (de sardinhas em lata) fizeram um mau negócio, mas foram rapidamente substituídos pelos seus latoeiros, que enriqueceram enquanto os seus patrões foram à falência. Com efeito, o fabrico de latas foi a causa da fortuna de vários latoeiros, quase todos eles passaram a fabricar sardinhas em óleo e estão atualmente à frente de grandes estabelecimentos” [2].
[1] CAILLO Jeune op. cit.
[2] PEYRON (Sylvain). A pesca da sardinha e as indústrias conexas. Quimperlé 1864.
Deste ponto de vista, o conflito em torno da selagem interna é bastante revelador. A 4 de março de 1879, o Ministro da Agricultura e do Comércio pede aos prefeitos que proíbam o fecho interno das latas e, a 18 de março de 1879, o prefeito do Loire Inférieure suspende-o:
“Artigo 1.º: Os fabricantes de latas para géneros alimentícios estão proibidos de soldar o interior das latas e de utilizar folha de Flandres que não seja estanhada com estanho fino no fabrico das referidas latas.
Artigo 2.º: Os infractores serão processados perante o tribunal competente e punidos em conformidade com a lei.
Artigo 3.º: Os presidentes de câmara são responsáveis pela execução do presente decreto, que será impresso num quadro de avisos e publicado no “Recueil des actes administratifs” [1].
De facto, o Ministro pediu, depois do Ministro da Marinha, “que a indústria fosse obrigada a voltar ao único método anteriormente utilizado e a soldar externamente”. Os industriais, os latoeiros e os fabricantes de latas reagiram imediatamente. Dirigiram-se ao Prefeito e pediram a intervenção do Conselho Geral:
“Considerando que a indústria de conservas alimentares remonta a mais de meio século e que, até à data, não foram registados casos de envenenamento resultantes da soldadura de latas.
“Considerando, além disso, que se a soldadura em recintos fechados pudesse, em casos excepcionais, provocar cólicas de chumbo, só poderia tratar-se de carnes ou legumes ácidos encerrados em latas de grande diâmetro e susceptíveis de alterar o volume relativamente grande de chumbo e de folha de Flandres com que estes alimentos estariam em contacto.
[1] Todos os documentos deste dossier podem ser encontrados em :
– arquivos departamentais Loire Atlantique – série 1M1559.
– arquivos municipais de Nantes – série F2 caixa 21 dossier 8.
“Considerando que os receios de envenenamento por Saturno não podem, em caso algum, ser aplicados ao fabrico de sardinhas impregnadas de óleo, cuja inocuidade nunca foi posta em causa.
“Considerando que a grave medida tomada pelo Ministro da Agricultura e do Comércio veio suspender os fabricantes de conservas no momento em que as latas estão a ser fabricadas e quando se preparam para as encher, quer com ervilhas e outros legumes, quer com sardinhas.
“Considerando que esta medida inesperada causou perturbações e ansiedade em toda a parte e suspendeu o trabalho em muitas oficinas.
“Considerando que quaisquer obstáculos causados aos fabricantes de conservas, numa altura em que a pesca da sardinha está prestes a começar, resultariam na acumulação de muitas ruínas nos departamentos ocidentais e, em particular, reduziriam à pobreza mais de quinze mil famílias de marinheiros que vivem do produto da pesca da sardinha.
“Considerando que o Ministro, a pedido do Prefeito, já decidiu adiar o projeto até que uma nova investigação seja realizada.
O Conselho Regional manifesta o desejo de que os decretos relativos ao fabrico de latas metálicas destinadas a conservas alimentares sejam imediatamente revogados e que se proceda a um inquérito, no qual serão ouvidas as partes interessadas, antes de se tomar uma medida cuja gravidade é tal que, a prevalecer, levaria à ruína de uma das principais indústrias do nosso país”.
Encontramo-nos numa situação de bumerangue, em que o exército está a planear substituir as carnes salgadas por carne enlatada e em que os fabricantes de alimentos enlatados se vêem a competir com os alimentos enlatados americanos.
Foram os produtores de conservas que chamaram a atenção para a má qualidade e para as costuras das latas utilizadas pelos americanos: ao mesmo tempo, o Ministro descobriu “que está provado que as latas, uma vez vazias, são utilizadas para uma série de fins em vários lares”.
A Chambre Syndicale des ouvriers-boîtiers de Nantes também tinha sido ouvida pelo prefeito e, em 12 de maio de 1879, exprimia a sua satisfação por ver a medida suspensa numa carta dirigida ao prefeito: “Entre as pessoas que tiveram a honra de ser apresentadas a V. Exa. pelo Sr. Presidente da Câmara de Nantes, encontrava-se um certo número de caixeiros pertencentes à Chambre Syndicale; estes últimos relataram à assembleia geral de 27 de abril o feliz resultado obtido relativamente à manutenção do método de trabalho utilizado num grande número de fábricas que fabricam latas para conservas alimentares. Estamos a falar de soldadura interna… O senhor Prefeito disse que, no caso das latas de sardinha fabricadas com óleo, a soldadura interna não poderia ter consequências nefastas para a saúde, uma vez que o óleo é uma substância isolante que, em caso de acidente, levaria consigo o seu remédio.
Asseguramos que as latas de todas as capacidades podem ser soldadas sem perigo com uma solda que contém 3/5 de chumbo e 2/5 de estanho; esta quantidade de estanho é suficiente para aniquilar completamente o efeito venenoso do chumbo; infelizmente, poucas empresas observam este ponto tão importante”.
Três textos abordam mais pormenorizadamente o fabrico da lata. O primeiro é uma carta altamente técnica da indústria conserveira, lembrando que a lata é uma imagem de marca e cara. Depois de mostrarem que a quantidade de solda que toca o produto nas latas de 1/2 e 1/4 de sardinha é infinitesimal, os enlatadores prosseguem: “Em algumas fábricas, as latas de ¼ são produzidas em mais de um milhão; em média, são produzidas mais de 500.000 latas em cada fábrica. É em relação a estas últimas latas que a aplicação do decreto que proíbe a soldadura no interior do corpo da lata teria inconvenientes muito graves. Estas latas, com raras excepções, são atualmente fabricadas em folha de Flandres impressa e são vendidas principalmente no estrangeiro. A aparência da lata tem uma importância real; a lata branca é vendida por menos 2 a 3% do que a lata impressa. É fácil verificar que a soldadura fora do corpo impresso produz um efeito inestético e pode levar a supor que a lata foi reparada.
“Mas o novo processo de soldadura tem outras desvantagens muito graves. Não há pequenas poupanças a fazer num processo de produção que custa milhões. A soldadura do corpo ao interior é muito fácil e é feita de forma ligeira; quando a caixa cheia é finalmente fechada, o defeito na soldadura de montagem é remediado, se necessário, por uma ligeira soldadura exterior.
“A situação é diferente para a caixa soldada no exterior. O verniz mal aplicado para a impressão, apesar das precauções tomadas, produz rebarbas e, como a soldadura não assenta sobre o verniz, é necessário um exame muito especial de todos os corpos e, muitas vezes, uma raspagem antes de se poder efetuar a soldadura. Dois dos cantos da tira têm de ser recortados, pelo que é necessário um passe adicional; a superfície de sobreposição da tira tem de ser aumentada, o que resulta numa perda de material.
Além disso, como os fundos e as tampas já não estão em contacto com a solda no ponto de montagem, o operário tem de fazer o chamado ponto de solda, tanto durante a fusão como no fecho final da lata. Apesar desta precaução e do consequente aumento das despesas, é frequente haver fugas, ou seja, latas perdidas”.
Por seu lado, o grupo de investigação do Conselho de Higiene do Loire Atlântico fez um balanço técnico: “Interrogámos latoeiros de reconhecida competência e numa situação em que a sua imparcialidade nos foi perfeitamente demonstrada. Eis os resultados das conferências que efectuámos com estes fabricantes, cuja perfeita competência não pode ser posta em causa.
” 1 . No passado, a soldadura vertical das latas só era efectuada no exterior; em Paris, continua a ser feita quase exclusivamente nestas condições favoráveis. Estamos a falar aqui apenas da soldadura vertical, uma vez que o trabalhador só pode soldar a tampa da lata a partir do exterior.
“2. Quando a soldadura reta e vertical tiver sido feita no exterior e tiver de ser unida à soldadura circular ou retangular na tampa, é extremamente importante que os dois cordões de liga estejam perfeitamente unidos. Isto é fácil para o operário cuidadoso que sabe como evitar qualquer quebra de continuidade aplicando um pouco de solda em excesso no ponto de intersecção. A soldadura reta foi feita internamente? É ainda mais fácil fazer uma junção perfeita entre os cordões metálicos; é por isso que a soldadura foi improvisada utilizando trabalhadores inexperientes cujos salários eram inferiores aos dos latoeiros especializados. Esta é provavelmente a origem deste tipo de soldadura.
“Para além da soldadura propriamente dita, é frequentemente aplicado um cordão de reforço na junção do estanho para aumentar a resistência da lata, que tem de ser submetida a temperaturas elevadas durante várias horas. Este facto explica a quantidade relativamente grande de solda em algumas latas cilíndricas, que se assemelham a paus achatados com cerca de um centímetro de largura.
“4. Em suma, não é mais difícil para um latoeiro soldar latas externamente do que pelo processo adotado há alguns anos, que, de qualquer modo, só é utilizado muito excecionalmente em Paris.
“5. Os obstáculos invocados por algumas pessoas relativamente à dificuldade de impressão em caixas soldadas exteriormente também não existem”. O último documento sobre o mesmo assunto é uma carta confidencial do Prefeito ao Ministro (26 de fevereiro de 1880), na qual o Prefeito salienta que “pessoas competentes” reconhecem confidencialmente a validade da proibição e “indicam que a principal causa da resistência dos fabricantes, especialmente nos departamentos vizinhos, pode ser o facto de empregarem trabalhadores não qualificados, por vezes mulheres e crianças, para soldar as latas quando têm pressa em colocá-las.
A soldadura exterior, que exige operadores mais experientes e com algum conhecimento do ofício, pode, portanto, causar um certo incómodo e um aumento real do preço de custo” (26 de fevereiro de 1880). É agora possível medir as alterações técnicas introduzidas para empregar mão de obra não qualificada:
- A utilização de soldadura interna para simplificar o procedimento e esconder uma soldadura feia.
- O fecho da lata cheia exige uma certa perícia, pelo que se deixa um orifício ao fechar a lata para permitir a saída do ar e a reintrodução do óleo eventualmente derramado durante o manuseamento; um ponto de soldadura assegura o fecho da lata.
A proibição da soldadura interna, coincidindo com o início da crise da sardinha, levou a uma procura simultânea de novos modelos de latas e de novas técnicas de fabrico. Os novos modelos de latas foram também concebidos para abrir novos mercados através do desenvolvimento de um sistema de abertura fácil.
III SOUDURE INTERIEURE OU EXTERIEURE
Sous une apparente stabilité, de nombreux changements sont intervenus entres les années 1840 et la seconde guerre mondiale. Il faut lier ici évolution technique et problème de main-d’œuvre.
En 1891, un rapport de la Chambre de Commerce raconte à sa façon l’histoire de l’évolution de la ferblanterie : “Pendant de longues années il n’a existé en France d’autres fabricants de conserves, notamment pour les sardines à l’huile, que ceux de Nantes.
“Plus tard des maisons ont été créées en Morbihan, Finistère, puis en Vendée, mais comme leurs aînés de Nantes, ces nouveaux fabricants prenaient leurs boîtes à Nantes, et c’était les fabricants de boîtes métalliques de Nantes qui faisaient des boîtes de fer-blanc puis les expédiaient sur les côtes de Bretagne et de Vendée pour être remplies de sardines par des ouvriers également envoyés de Nantes. L’industrie des boîtes métalliques était alors très prospère.
“Depuis, la situation s’est modifiée. Les changements survenus dans cette industrie remontent à 1864. A cette époque, une des maisons de la côte de Bretagne demanda à son fabricant de boîtes de Nantes des réductions telles que celui-ci ne pouvait les accorder sans obtenir de ses ouvriers une réduction de prix de façon. Ceux-ci déjà réunis, non en syndicat, le mot leur était encore inconnu, mais en Société des Ouvriers-Boîtiers, refusèrent énergiquement de réduire quoi que ce soit sur les prix fabriqués.
“Le fabricant de boîtes métalliques ne pouvant accepter les conditions du fabricant de conserves cessa sa fabrication, et le dit fabricant de conserves entreprit avec des ouvriers du pays la fabrication de ses boîtes.
“A partir de ce moment, tous ou presque tous les fabricants de conserves des côtes de Bretagne et Vendée fabriquèrent eux-mêmes leurs boîtes. Ils trouvèrent là une sérieuse économie dans la main-d’œuvre et exercèrent ainsi une influence en raison du personnel qu’ils occupaient.
“Cette dernière considération et l’esprit d’imitation décidèrent beaucoup de fabricants de Bretagne et de Vendée à cesser de s’approvisionner à Nantes et à fabriquer leurs boîtes eux-mêmes dans leurs propres établissements.
Les fabricants de Nantes, touchés par la concurrence de leurs voisins, produisant à meilleur marché, abandonnèrent Nantes et allèrent fabriquer dans leurs établissements de la côte les boîtes qu’autrefois ils achetaient ou fabriquaient eux-mêmes à Nantes. Ils trouvèrent là non seulement une économie, mais encore une sécurité qui leur échappait lorsqu’ils utilisaient les ouvriers expédiés de Nantes pour le soudage en Bretagne et Vendée ; ceux-ci, trop souvent, abandonnaient le travail ou formulaient des exigences que n’avaient pas les ouvriers du pays, mariés le plus souvent, et heureux de l’amélioration qu’ils trouvaient dans le travail qui leur était ainsi apporté.
“On peut donc dire que si la fabrication des boîtes métalliques, qui a été si longtemps un monopole pour Nantes, a périclité, la cause remonte à 1864, les ouvriers n’ayant pas compris l’intérêt qu’ils avaient à céder et à diminuer un peu, pour une affaire exceptionnelle, les prix de leur tarif de cette époque.
“Depuis, à l’instigation des ouvriers de Nantes, certains fabricants de boîtes métalliques ont soutenu plusieurs campagnes contre la fabrication faite sur les côtes de l’Atlantique. Ils firent décider en 1878, par le Conseil Supérieur d’hygiène et de salubrité publique, que le soudage intérieur est malsain [1].
[1] Archives départementales de Loire Atlantique 6 JJ 603. Chambre de Commerce. Conseil Supérieur du Commerce. Rapport de 1891.
Ce rapport, s’il enregistre assez justement les déplacements qui se sont produits dans les lieux de fabrication, en impute la cause aux revendications des ouvriers, alors que les raisons se trouvent ailleurs.
La croissance de la production des conserves est extrêmement rapide.
Pour les seules sardines, la production passe de 3.000.000 de boîtes (en prégnant pour unité le quart) en 1850 à 6.000.000 en 1852, 8.000.000 en 1853 et 10.000.000 en 1854. [1] Une telle croissance ne peut être absorbée par les fabricants de Nantes et le livre de CAILLO prouve que dès 1855, des fabriques sont déjà installées sur la côte.
Second problème le transport des boîtes à une époque où tout se fait par bateau. Le volume des boîtes implique une mobilisation d’un énorme tonnage et dans les usines des volumes de stockage important. Le transport du fer-blanc en feuille est alors infiniment moins coûteux.
Troisième élément, et non des moindres, qui explique la date de 1864 retenue par le rapport de la Chambre de Commerce : la fabrication du fer-blanc.
Pour l’essentiel le fer-blanc utilisé à Nantes est produit dans d’autres régions ou à l’étranger. Or, à partir de 1861, les forges d’Hennebont se mettent à fabriquer du fer-blanc et vont favoriser la fabrication de boîtes à Lorient et de caisses à Lanester. Les conserveurs vont trouver les matières premières plus proches des lieux de pêche, ce qui joue en faveur d’une production locale. Celle-ci se fera en ayant recours à la main-d’œuvre locale qu’il faudra former et dans des villages où les hommes sont occupés aux activités de pêche et d’agriculture, auront recours à de la main-d’œuvre féminine ou à des enfants. D’où la recherche d’une simplification du travail.
Le conserveur Sylvain PEYRON fournit enfin dès 1864 une autre explication liée à la croissance trop rapide du nombre de conserveries dans les années 50 : “Quelques uns des premiers fabricants (de conserves de sardines) ont fait de mauvaises affaires, mais ils n’ont pas tardé à être remplacé par leurs ferblantiers qui eux s’enrichissaient quand leurs patrons se ruinaient. Car la fabrication de boîtes de fer-blanc a été la cause de la fortune de plusieurs ferblantiers, qui presque tous se sont mis à faire de la sardine à l’huile et sont aujourd’hui à la tête de forts établissements”.[2]
[1] CAILLO Jeune op. cite
[2] PEYRON (Sylvain). De la pêche à la sardine et des industries qui s’y rattachent. Quimperlé 1864.
De ce point de vue le conflit autour de la soudure intérieure est assez révélateur. Le 4 mars 1879, le ministre de l’agriculture et du commerce demande aux préfets d’interdire la soudure intérieure des boîtes de conserves et le 18 mars 1879, le Préfet de la Loire Inférieure arrête:
“Article 1 : Il est interdit aux fabricants de boîtes de conserves alimentaires de pratiquer les soudures à l’intérieur des boîtes et de se servir pour la confection desdites boîtes d’autres fer-blanc que celui étamé à l’étain fin.
Article 2 : Les contrevenants seront poursuivis devant le tribunal compétent pour être puni conformément aux lois.
Article 3 : MM. les maires sont chargés de l’exécution du présent arrêté qui sera imprimé en placard et inséré au recueil des actes administratifs”.[1]
Le ministre demande en fait, après celui de la Marine, “que l’industrie fut astreinte à revenir à la seule méthode autrefois employée et à souder extérieurement”. La réaction des industriels, ferblantiers et fabricants de conserves est immédiate. Ils interviennent auprès du préfet et poussent le Conseil Général à intervenir :
“Considérant que l’industrie des conserves alimentaires remonte à plus d’un demi-siècle et que jusqu’ici il n’a été signalé aucun cas d’empoisonnement résultant du soudage des boîtes en fer-blanc.
“Considérant d’ailleurs que si la soudure à l’intérieur pouvait dans des cas exceptionnels provoquer des coliques de plomb, il ne saurait être question que de viande ou légumes acides renfermés dans des boîtes d’un grand diamètre et susceptibles d’altérer la lame étain et de plomb qui serait dans ce cas d’un volume relativement important avec laquelle ces aliments seraient en contact.
[1] L’ensemble des pièces de ce dossier se trouvent :
– aux archives départementales de Loire Atlantique – série 1M1559.
– aux archives municipales de Nantes – série F2 carton 21 dossier 8.
“Considérant qu’en aucun cas les craintes d’empoisonnement saturniens ne sauraient s’appliquer à la fabrications des sardines imprégnées d’huile et dont l’innocuité n’a jamais été mise en doute.
“Considérant que la grave mesure prise par M. le Ministre de l’agriculture et du commerce est venu suspendre les fabricants de conserves juste au moment où les boîtes sont fabriquées et alors qu’ils se préparent à les remplir, soit de petits pois et autres légumes, soit de sardines.
“Considérant que cette mesure inattendue a jeté partout la perturbation et l’inquiétude et a suspendu le travail dans beaucoup d’ateliers.
“Considérant que toutes entraves suscitées aux fabricants de conserves alimentaires, au moment où la pêche à la sardine va commencer, auraient pour résultat d’accumuler de nombreuses ruines dans les départements de l’Ouest, et notamment de réduire à la misère plus de quinze mille familles de marins vivant du produit de la pêche de la sardine.
“Considérant que déjà M. le Ministre à la demande de M. le Préfet a décidé qu’il y aurait lieu de surseoir jusqu’à ce qu’une nouvelle enquête fut faite.
Le Conseil Régional émet le vœu que les arrêtés relatifs à la fabrication des boîtes métalliques destinées aux conserves alimentaires soient rapportés immédiatement et qu’une enquête, dans laquelle seront entendus les intéressés, soit faite avant de prendre une mesure dont la gravité est telle que si elle prévalait, elle amènerait la ruine de l’une des principales industries de notre pays”.
On se trouve dans une situation boomerang où l’armée envisage de remplacer les salaisons par des conserves de viande et où les fabricants de conserves se trouvent concurrencés en ce domaine par les conserves américaines.
Ce sont les saisonniers et conserveurs qui ont attiré l’attention sur la mauvaise qualité et la soudure intérieure des boîtes utilisées par les américains : le ministre en même temps découvre “qu’il est un fait avéré, que les boîtes, une fois vides, servent à une foule d’usages dans un certain nombre de ménages”.
La Chambre Syndicale des ouvriers-boîtiers de Nantes avait aussi été entendue par le préfet et le 12 mai 1879 ils expriment, dans une lettre au préfet, leur satisfaction de voir la mesure suspendue : “Parmi les personnes qui ont eu l’honneur de vous être présentées par Monsieur le Maire de Nantes, se trouvaient un certain nombre d’ouvriers boîtiers appartenant à la Chambre Syndicale ; ces derniers ont rendu compte à l’assemblée générale du 27 avril de l’heureux résultat obtenu concernant le maintien du mode de travail employé dans un grand nombre de fabriques de boîtes pour conserves alimentaires. Nous voulons parler des soudures intérieures… Vous avez dit Monsieur le Préfet que pour les boîtes à sardines à l’huile la soudure intérieure ne pouvait avoir aucune’ conséquence fâcheuse pour la santé, attendu que l’huile est un corps isolant, qui en cas d’accident porterait son remède avec lui.
Permettez-nous de vous affirmer qu’on peut sans danger souder intérieurement les boîtes de toutes capacités en employant de la soudure au titre de 3/5 de plomb et 2/5 étain, cette quantité d’étain est suffisante pour annihiler complètement l’effet vénéneux du plomb ; malheureusement peu de maisons observent ce point si important”.
Trois textes rentrent plus dans le détail de la fabrication de la boîte. C’est d’abord la lettre très technique des fabricants de conserve qui rappelle que la boîte est une ¡mage de marque et qu’elle coûte cher. Après avoir montré que dans les boîtes de sardines 1/2 et 1/4 la quantité de soudure qui touche le produit est infime, les conserveurs poursuivent : “La fabrication sous forme de ¼ s’élève dans quelques usines à plus d’un million de boîtes, elle est certainement en moyenne, de plus de 500.000 boîtes par usine. C’est en ce qui concerne ces dernières boîtes que l’exécution de l’arrêté interdisant le soudage à l’intérieur du corps de la boîte aurait de bien graves inconvénients. Ces boîtes, à de rares exceptions, sont faites maintenant avec des fer-blancs imprimés, elles se vendent surtout à l’étranger. L’aspect de la boîte a une réelle importance, la boîte blanche se vend de 2 à 3 % au-dessous de la boîte imprimée. Il est facile de constater que le soudage en dehors du corps imprimé produit un effet disgracieux et peut faire supposer que la boîte a été réparée.
“Mais la nouvelle soudure demandée a d’autres et bien graves inconvénients. Il n’y a pas de petites économies pour une fabrication qui se chiffre par millions. La soudure du corps à l’intérieur est très facile, se fait légèrement ; en fermant définitivement la boîte remplie on remédie, s’il et nécessaire, au vice de la soudure de montage par une légère soudure extérieure.
“Il en est autrement pour la boîte soudée à l’extérieur. Le vernis mal appliqué pour l’impression, malgré les précautions prises, produit des bavures, et comme la soudure ne prend pas sur le vernis, un examen tout particulier de tous les corps et souvent un grattage sont nécessaires, avant qu’il puisse être procédé au soudage. Deux des angles de la bande doivent être échancrés, il y a donc lieu à une passe supplémentaire ; la surface de recouvrement de la bande sur elle-même doit être augmentée, ce qui donne lieu à une perte de matière.
De plus les fonds et couvercles, lors du fonçage et de la fermeture définitive de la boîte ne se trouvant plus en contact avec la soudure, à l’endroit du montage, l’ouvrier doit faire aussi bien lors du fonçage que lors de la fermeture ce que l’on appelle un point de soudure. Malgré cette précaution et l’augmentation de dépense qui en résulte, il se produit souvent des fuites, c’est à dire des pertes de boîtes”.
De son côté, le groupe d’enquête du Conseil d’Hygiène de Loire Atlantique fournit une appréciation technique : “Nous avons interrogé des ferblantiers d’une habileté reconnue et dans une situation telle que leur impartialité nous fut parfaitement démontrée. Voici le résultat des conférences que nous avons eues avec ces industriels dont on ne saurait mettre en doute la parfaite compétence.
” 1 . Autrefois on ne pratiquait qu’à l’extérieur la soudure verticale des boîtes à conserves, à Paris elle est encore aujourd’hui opérée dans ces favorables conditions d’une manière presque exclusive. Il s’agit seulement ici de la soudure verticale puisque bien évidemment, l’ouvrier ne saurait souder le couvercle de la boîte qu’en procédant extérieurement.
“2. Lorsque la soudure rectiligne et verticale a été effectuée extérieure et qu’il s’agit de la relier avec la soudure circulaire ou rectangulaire du couvercle, il est d’une extrême importance que la jonction des deux bourrelets d’alliage soit parfaitement opérée. Cela est facile pour l’ouvrier soigneux qui sait en déposant un petit excès de soudure au point d’intersection éviter toute solution de continuité. La soudure rectiligne a-t-elle été faite intérieurement ? La facilite de parfaite jonction des bourrelets métalliques est plus grande encore ; aussi en opérant par ce dernier moyen a-t-on pu improviser des soudures avec des ouvriers peu expérimentés dont le salaire était moins élevé que celui des ferblantiers habiles, telle est probablement l’origine de ce genre de soudure.
“3. Indépendamment de la soudure proprement dite, ¡I est souvent pratiqué à la jonction du fer-blanc un bourrelet de renforcement destiné à augmenter la solidité de la boîte qui doit être soumise pendant plusieurs heures à une haute température. Ainsi s’explique les quantités relativement fortes de soudure sur certaines boîtes cylindriques et qui ont l’apparence de baguette aplaties de un centimètre de largeur environ.
“4. En somme il n’y a pas plus de difficulté pour un ferblantier à souder les boîtes extérieurement que par le procédé adopté depuis un certain nombre d’années et qui en tout cas n’est que fort exceptionnellement employé à Paris.
“5. Les obstacles invoqués par quelques personnes en ce qui touche la difficulté d’imprimer sur les boîtes soudées extérieurement, n’existent pas davantage”. Dernier document enfin sur le même thème, une lettre confidentielle du préfet au ministre (26 février 1880) dans laquelle le préfet signale que des “gens compétents” reconnaissent confidentiellement le bien-fondé de l’interdiction et “Elles indiquent que la cause principale de la résistance des fabricants, surtout dans les départements voisins, provient peut-être qu’ils emploient des ouvriers peu habiles, quelquefois des femmes et des enfants pour pratiquer la soudure aux boîtes lorsqu’on est pressé pour y placer les conserves.
La soudure à l’extérieur, exigeant des opérateurs plus expérimentés et connaissant un peu le métier, peut donc entraîner une certaine gène et un accroissement réel du prix de revient”(26 février 1880). Il est possible maintenant de mesurer les transformations techniques qui avaient été introduites pour employer de la main-d’œuvre non qualifiée:
- Le recours à la soudure intérieure permettant de simplifier la procédure et de cacher une soudure laide.
- La fermeture de la boîte pleine demandant une certaine habileté, un trou maintenu au moment de la fermeture permet à la fois de faire échapper l’air et de réintroduire l’huile qui aurait pu être renversée pendant la manipulation ; un point de soudure assurant la fermeture ultérieure.
L’interdiction de la soudure intérieure, coïncidant avec le début de la crise sardinière, va conduire à rechercher simultanément de nouveaux modèles de boîtes et de nouvelles techniques de fabrication. Les nouveaux modèles de boîte, doivent aussi permettre d’ouvrir de nouveaux marchés en mettant au point un système d’ouverture facile.
III A CHAVE PARA A SOLDADURA
Numa carta datada de 24 de fevereiro de 1887, Camille OGEREAU encomendou à SAUNIER-TESSIER (atualmente CARNAUD BMA) caixas para a sua fábrica de La Turballe; a lista incluía “1/4 Marine Club de abertura fácil com chave e tampa ilustrada”.
Embora o nome do inventor da chave seja desconhecido, sabe-se que foi produzida em Nantes por uma empresa que fabricava grelhas para fábricas de conservas de peixe e que seria conhecida como “La Clef Française”. A chave era um elemento essencial na transformação dos modelos de latas, uma vez que o fabricante tinha de se preocupar com o cliente que iria abrir a lata. A chave era utilizada para dois tipos principais de latas: as latas de película e as latas de tiras, ou mais tarde latas de desbaste.
A lata destacável existe ainda hoje para as conservas de peixe (embora esteja a desaparecer): o corpo da lata é debruado no interior e a tampa, equipada com uma lingueta para abrir com a chave, é soldada ao rebordo assim formado.
III LA CLE DU SOUDAGE
Dans une lettre du 24 février 1887, Camille OGEREAU passe commande à la maison SAUNIER-TESSIER (aujourd’hui CARNAUD BMA) de boîtes pour leur usine de La Turballe ; on trouve dans la liste des “1/4 Marine Club ouverture facile avec clef couvercle illustré”. Si le nom de l’inventeur de la clef est inconnu, on sait par contre qu’elle fut produite à Nantes dans une Entreprise qui fabriquait notamment des grils pour les conserveries de poisson et qui prendra le nom de “La Clef Française“. La clef est un élément essentiel pour transformer les modèles de boîtes car le fabricant doit se préoccuper du cliente qui ouvrira la boîte. La clef sera utilisé pour deux types principaux de boîtes : les boîtes à décollage et les boîtes à bandes ou par la suite boîte à amincissement.
La boîte à décollage existe encore aujourd’hui pour les conserves de poisson (bien qu’elle soit en voie de disparition : le corps de la boîte est bordé intérieurement et le couvercle muni d’une languette pour l’ouverture avec la clef, est soudé sur le bord ainsi formé.
O segundo tipo de abertura (caixa de tiras) consiste em ligar a tampa ao corpo da caixa através de uma tira metálica soldada. A tira tem uma lingueta que permite a passagem da chave. Para abrir, a tira é arrancada e a base pode ser utilizada como tampa. Estas latas eram e continuam a ser utilizadas para conservas de carne. Este tipo de fecho é semelhante ao que se utiliza para fechar frascos ou potes com tiras herméticas ou cimentos especiais.
Com base nestes dois princípios, multiplicaram-se os modelos, com cada fabricante de conservas e/ou latoeiro a tentar distinguir-se. Por exemplo, SAUPIQUET criou uma lata de sardinha baseada no princípio da tira, mas todo o corpo da lata era destacado.
O princípio da caixa de descolagem com a tampa (ou base de fabrico) fixada num bordo abriu caminho à mecanização da soldadura. No seu relatório para a Exposição Universal de 1900, os latoeiros de Chantenay avaliaram este tipo de máquina: “… há alguns anos, vimos um sistema de máquinas de soldar inventado por uma empresa de Boulogne. Esta máquina funcionou durante muito tempo no litoral, numa única fábrica; atualmente, várias empresas utilizam-na, mas sem obterem ainda os resultados desejados. Foi sobre este sistema que mais nos debruçámos, acreditando, com razão, que era o único destinado, num período de tempo mais ou menos determinado, a substituir os latoeiros, e também o que mais se aproximava do trabalho do comerciante.
“Vimos um modelo da máquina de Boulogne (Maison ASCHE ET CIE) na Exposição. Como não pudemos vê-la em funcionamento, pedimos ao representante da empresa informações sobre o seu funcionamento e a quantidade de trabalho que a máquina fazia num dia.
“Disse-nos que a máquina exposta à nossa frente estava a funcionar perfeitamente; que a produção era considerável; 1.000 latas por hora e 10.000 por dia, em média. Os resultados surpreenderam-nos um pouco, sobretudo tendo em conta as informações que tínhamos recebido anteriormente, mas fomos obrigados a contentar-nos com as palavras, pois não queriam pô-la a funcionar à nossa frente; mas tínhamos mais ou menos certezas antecipadas, porque quando uma máquina está a progredir, apressamo-nos a mostrá-la ao trabalhador que ela vai substituir ou que supomos que vai substituir, como nos aconteceu numa outra área reservada a este tipo de máquina.
“Refiro-me à empresa BESSE e LUBIN de Paris, que consideramos ser a mais avançada e que está a dar gradualmente os melhores resultados até agora.
“Esta máquina estava a trabalhar todos os dias e pudemos ver com os nossos próprios olhos o que podia produzir e a solidez do trabalho.
“Na nossa opinião, e de acordo com os modelos que vimos, a máquina da BESSE e da LUBIN funciona muito bem, a lata é bem soldada, mas é necessária tanta complicação para encher a lata depois de soldada, que se torna bastante dispendiosa para o comerciante; Porque, devo dizer-vos, o operário solda a lata completamente cheia, enquanto que a máquina só a solda com o produto; o sumo destinado a encher a lata ou o molho, conforme a qualidade do produto, só é colocado depois através de um furo feito na lata. Este sistema é bastante trivial, porque haverá certamente bastantes latas que não terão enchimento suficiente e, para além disso, não acreditamos que este sistema atinja a perfeição, ou seja, substitua a mão do trabalhador. Além disso, não acreditamos que este sistema possa ser aperfeiçoado, isto é, que possa substituir a mão do trabalhador, porque, para resistir à ebulição, a lata tem de ser soldada com uma certa resistência, o que ainda não foi conseguido em nenhuma lata feita à máquina.
“Na nossa opinião, e com base em experiências efectuadas em várias casas de Nantes e Paris, a caixa fabricada pela máquina BESSE et LUBIN não oferece uma garantia absoluta em termos de quantidade de caixas perdidas após o fecho completo; muitas casas sérias pensarão, portanto, duas vezes antes de adquirir esta máquina (que, em última análise, não faz mais trabalho do que um trabalhador)”. [1]
[1] Archives Municipales de Nantes : 1BA in 8 17 – Délibération du Conseil Municipal de Chantenay – Rapport des ouvriers ferblantiers-boîtiers délégués à l’Exposition.
O relatório dos latoeiros levantava uma questão central para a utilização das máquinas de soldar: conceber uma máquina para colocar o fundo, uma máquina para fechar a lata cheia e, poderíamos acrescentar, uma máquina para soldar o corpo da lata. A publicidade da ASCHE chamava igualmente a atenção para os problemas de mão de obra e para as dificuldades encontradas. Começando pela soldadura mecânica aplicada ao fabrico da caixa de recolha, o anúncio (que data de cerca de 1900, sendo todas as máquinas apresentadas anteriores) afirma: “Graças às nossas máquinas, a soldadura da caixa de recolha tornou-se não só industrial, mas também muito económica, uma vez que a quantidade de soldadura utilizada é reduzida ao mínimo.
Além disso, a mão de obra é extremamente barata, uma vez que o pessoal não é composto por especialistas, mas sim por homens, mulheres e crianças, o que é bastante suficiente. No momento do fecho, o nosso sistema oferece aos fabricantes a vantagem considerável de disporem de um meio fiável de fabricar latas vazias à medida que estas chegam, sem necessidade de disporem previamente de um grande stock de latas vazias, o que reduz consideravelmente os riscos industriais e o capital a investir.
Passando à selagem de latas, o anúncio acrescentava: “Depois de termos criado o equipamento para selar latas vazias, fomos obrigados pelas circunstâncias a construir também máquinas capazes de selar latas. O sistema utilizado é o mesmo que o da nossa máquina de 1893, mas invertido, de modo a que a soldadura se efectue a partir de cima. Esta nova aplicação foi trabalhosa, pois teve de ultrapassar numerosas dificuldades; as experiências industriais só puderam ser efectuadas durante a época de encerramento e na presença de obstáculos de todo o tipo.
“Uma das mais recentes, que recomendamos especialmente aos fabricantes de sardinhas, é a sucção do fundo durante a selagem; esta sucção deforma momentaneamente o fundo da lata durante a operação de selagem, e o conteúdo (peixe e óleo) desce na quantidade correspondente à deformação. Isto não só facilita a soldadura, como também deixa de haver perda de óleo e a lata fica perfeitamente cheia quando fechada.
Esta publicidade deve ter feito sorrir os delegados dos fabricantes de latas, sobretudo quando leram no texto a ignorância do fabricante em relação à indústria conserveira: “A lata de película, originalmente soldada à mão, só era aplicável às conservas de peixe, que não são esterilizadas em autoclave (sublinhado nosso)”. Na prática, a máquina de soldar tornou-se o método preferido para o fabrico de latas, permanecendo a soldadura manual para o fecho até ser substituída pela cravação.
As recordações de um antigo trabalhador de uma fábrica de conservas e de folha de Flandres descrevem o que era trabalhar numa máquina de soldar no rescaldo da Primeira Guerra Mundial:
“… depois fui para a metalomecânica porque a gente ganhava mais. Eu estava na máquina de soldar; primeiro estava noutra máquina, a tesoura a que chamávamos assim, depois estava na máquina de soldar porque aí estava nas peças…
Mas era bastante perigoso, eu punha algodão nos dedos até aos cotovelos porque não havia luvas e trabalhava com aguardente de sal. Tinha de pôr a borda da lata na aguardente de sal, pôr o corpo da lata na máquina e colocar a tampa. E depois havia uma máquina grande que batia a tampa à medida que avançava e ficávamos um bocado tontos com aquilo tudo, mas eu gostava mais e era cada um à vez com a aguardente de sal e cada um à vez com a máquina. – Já era uma corrente? – Oh sim, era quase uma corrente… – Havia tapetes rolantes? – Não, não, era a máquina que andava à volta e à volta e à volta e à volta. Não se podia falhar uma caixa porque se perdia…”. [1]
[1] Entrevista com a Sra. Melanie MARREC, nascida em Douarnenez em 1903, residente em Le Croisic no momento da entrevista, realizada por A. GUYOMARC’H e citada no seu mestrado em arquitetura “La sardine d’orgueil” (1985).
O anúncio da ASCHE mostra duas oficinas: uma de fabrico e outra de fecho. São apresentadas as diferentes ferramentas e o pessoal correspondente, reflectindo em grande medida a realidade da distribuição dos empregos entre homens e mulheres e a proporção de máquinas movidas a energia externa.
Le second type d’ouverture (boîte à bande) consiste à raccorder le couvercle au corps de la boîte à l’aide d’une bande de métal soudé. La bande est munie d’une languette qui permet le passage de la clef. Pour ouvrir la bande sera arrachée et le fond pourra être utilisé comme couvercle. Ces boîtes étaient et sont encore utilisées pour les conserves de viande. Ce type de fermeture s’apparente au luttage des bocaux ou des pots à l’aide de bandes hermétiques ou de ciments spéciaux.
A partir de ces deux principes, on assiste à la floraison de modèle, chaque conserveur ou/et chaque ferblantier essayant de se singulariser. Ainsi la maison SAUPIQUET créera une boîte à sardines selon le principe de la bande mais c’est tout le corps de la boîte qui se décolle.
Le principe de la boîte à décollage avec son couvercle (ou fond de fabrication) fixé sur un bord ouvre la voie à la mécanisation du soudage. Les ferblantiers-boîtiers de Chantenay délégués à l’exposition universelle de 1900 jugent, dans leur rapport ce type de machines : “… nous avons vu, il y a quelques années, un système de machine à souder inventé par une maison de Boulogne. Cette machine a fonctionné pendant très longtemps sur la côte dans une seule usine ; aujourd’hui, plusieurs maisons s’en servent, mais sans obtenir encore les résultats qu’elles désireraient. C’est sur ce système que s’est porté le plus notre attention, pensant avec juste raison, que c’était le seul appelé, dans un temps plus ou moins déterminé, à remplacer les ferblantiers-boîtiers, et celui aussi se rapprochant le plus du travail de l’ouvrier.
“Nous avons vu dans l’Exposition un modèle de la machine de Boulogne (Maison ASCHE ET CIE). N’ayant pu la voir marcher, nous avons demandé des renseignements au représentant de la maison sur le fonctionnement et la quantité de travail fait par la machine dans une journée.
“Il nous a déclaré que la machine exposée devant nous, fonctionnait à merveille; que le rendement était considérable ; 1.000 boîtes à l’heure et 10.000 par jour en moyenne. Les résultats nous ont un peu surpris, surtout d’après les renseignements que nous en avions auparavant, mais nous avons été obligés de nous contenter des paroles, car l’on n’a pas voulu la faire fonctionner devant nous ; mais nous étions à peu près fixés d’avance, car lorsqu’une machine fait du progression s’empresse bien vite de la faire voir à l’ouvrier qu’elle doit ou que l’on suppose qu’elle va remplacer, c’est ce qui nous est arrivé dans un autre emplacement réservé à ce genre de machine.
“Je veux parler de celle de la maison BESSE et LUBIN, de Paris, qui est, selon nous, la mieux perfectionnée et donnant insensiblement les meilleurs résultats jusqu’ici obtenus.
“Cette machine fonctionnait tous les jours et nous avons pu nous rendre compte par nous-mêmes de ce qu’elle pouvait produire et de la solidité du travail.
“Selon nous, et d’après les modèles que nous avons vus, la machine BESSE et LUBIN fonctionne très bien, la boîte est bien soudée, mais il faut tellement de complication pour le remplissage de la boîte une fois qu’elle est soudée, que cela devient assez onéreux pour le négociant ; car il faut vous le dire, l’ouvrier soude la boîte de conserve complètement pleine, tandis que la machine ne la soude qu’avec le produit seulement, le jus destiné à remplir la boîte ou la sauce, selon la qualité du produit, n’est mis qu’après par un orifice percé dans la boîte. Ce système est assez banal, car il se trouvera certainement, dans la quantité, des boîtes qui n’auront pas leur suffisance de remplissage, et, en plus de ça, nous ne croyons pas que ce système arrive à la perfection, c’est à dire à remplacer la main de l’ouvrier. Car il faut pour résister à l’ébullition, une certaine force de soudure à la boîte de conserve, ce qui ne s’est pas encore produit dans aucune boîte faite à la machine.
“Selon nous, et déjà d’après les expériences qui ont été faites dans plusieurs maisons de Nantes et de Paris, la boîte faite par la machine de la maison BESSE et LUBIN n’offre pas de garantie absolue par la quantité de boîtes perdues après fermeture complète; aussi beaucoup de maisons sérieuses réfléchiront avant de se munir de cette machine (qui en fin de compte, ne fait pas plus de travail qu’un ouvrier)”. [1]
[1] Archives Municipales de Nantes : 1BA in 8 17 – Délibération du Conseil Municipal de Chantenay – Rapport des ouvriers ferblantiers-boîtiers délégués à l’Exposition.
Le rapport des ferblantiers soulève une question centrale pour l’utilisation des machines à souder : concevoir une machine posant le fond de fabrication, une machine assurant la fermeture de la boîte pleine et, pourrions-nous ajouter, une machine assurant la soudure du corps de la boîte. La publicité de la Maison ASCHE attire aussi l’attention sur les problèmes de la main-d’œuvre et les difficultés rencontrées. Traitant d’abord du soudage mécanique appliqué à la fabrication de la boîte à décollage, la publicité (qui date des environs de 1900, toutes les machines présentées étant antérieures) signale : “Grâce à nos machines, le soudage de la boîte à décollage est devenu non seulement industriel mais également fort économique pour la raison que la quantité de soudure employée est réduite au minimum. En outre la main-d’œuvre est excessivement bon marché, le personnel n’étant pas composé de spécialistes, mais au contraire d’hommes de peine, d’ouvrières et enfants ce qui est très suffisant. La production journalière est très importante, elle peut suffire aux plus grands besoins ; au moment de la fermeture, notre système offre aux fabricants l’avantage considérable d’avoir sous la main le moyen sûr de fabriquer les boîtes vides au fur et à mesure des arrivages ; il dispense l’industriel d’avoir un grand stock de boîtes vides à l’avance, ce qui réduit considérablement et ses risques industriels et les capitaux engagés”.
Traitant ensuite de la fermeture des boîtes, la publicité ajoute : “Après avoir créé le matériel pour souder les boîtes vides, nous avons été obliges par les circonstances de construire également des machines capables de fermer les boîtes. Le système employé est le même que celui de notre machine de 1893, mais renversé de manière que le soudage se fasse par le haut. Cette nouvelle application fut laborieuse, elle avait à vaincre des difficultés fort nombreuses ; les expériences industrielles ne pouvant être faites que pendant la saison de fermeture et en présence d’obstacles de toute nature.
“L’énergie de notre directeur n’a pas fléchi et successivement il a apporté au matériel à fermer les boîtes toutes les améliorations nécessaires : une des plus récentes, que nous recommandons spécialement à l’attention de MM. les fabricants de sardines, est l’aspiration du fond pendant le soudage ; cette aspiration déforme momentanément pendant l’opération de fermeture le fond de la boîte, et le contenu (poisson et huile) descend de la quantité correspondante à la déformation. Or non seulement le soudage se trouve facilité, mais il n’y a plus de perte d’huile et la boîte est parfaitement pleine après la fermeture.”
Une telle publicité devait faire sourire les délégués des ferblantiers, surtout lorsqu’ils lisaient dans le texte l’ignorance du constructeur dans le domaine de la conserve: “La boîte à décollage primitivement soudée à la main n’était applicable qu’à la conserve de poissons, qui n’est pas stérilisée à l’autoclave (souligné par nous)”. Dans la pratique la machine à souder s’imposera dans la fabrication des boîtes, le soudage restant manuel pour la fermeture jusqu’à son remplacement par le sertissage.
Les souvenirs d’une ancienne ouvrière de conserverie et de ferblanterie donnent une description du travail sur la machine à souder au lendemain de la première guerre mondiale :
“… après je suis allée à la métallurgie parce qu’on gagnait davantage. J’étais à la machine à souder ; d’abord j’étais à une autre machine, la cisaille que l’on appelait ça, après j’étais à la machine à souder parce que là j’étais aux pièces…
Mais c’était assez dangereux, je mettais des cotons dans les doigts jusqu’aux coudes parce qu’il n’y avait pas de gants et je travaillais avec l’esprit de sel. Il fallait mettre le tour de la boîte dans l’esprit de sel, on mettait le corps de la boîte dans la machine et on mettait le couvercle dessus. Et alors il y avait une grosse machine qui battait le couvercle et à mesure comme ça et on était un peu étourdi avec tout ça, mais j’aimais mieux et c’était chacun son tour à l’esprit de sel et chacun son tour à la machine. – C’était une chaîne déjà ? – Oh ben oui, c’était presque une chaîne… – Il y avait des tapis roulants ? – Non, non, c’était la machine qui tournait comme ça sans cesse, sans cesse, sans cesse. Il fallait pas rater une boîte parce qu’alors ça aurait perdu…”. [1]
[1] Interview de Madame Melanie MARREC née à Douarnenez en 1903, résidant au Croisic à l’époque de l’entretien réalisée par A. GUYOMARC’H et cité dans sa maîtrise d’architecture “La sardine d’orgueil” (1985).
La publicité de la maison ASCHE présente deux ateliers : l’un de fabrication et l’autre de fermeture. On y voit les différents outils et le personnel correspondant, ce qui traduit pour une large part la réalité de distribution des postes entre homme et femme et la part des machines entraînées par une force d’énergie extérieure.
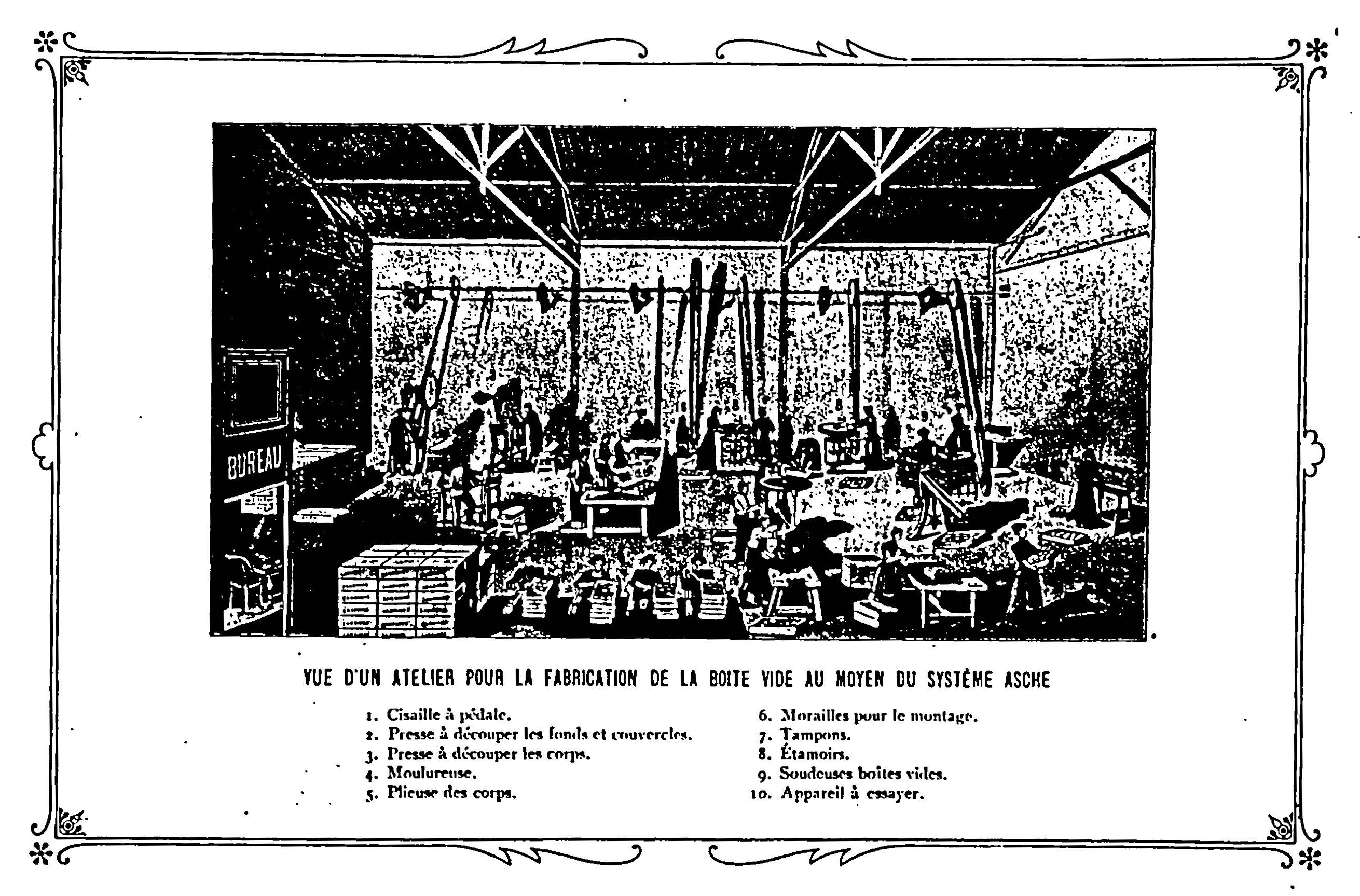
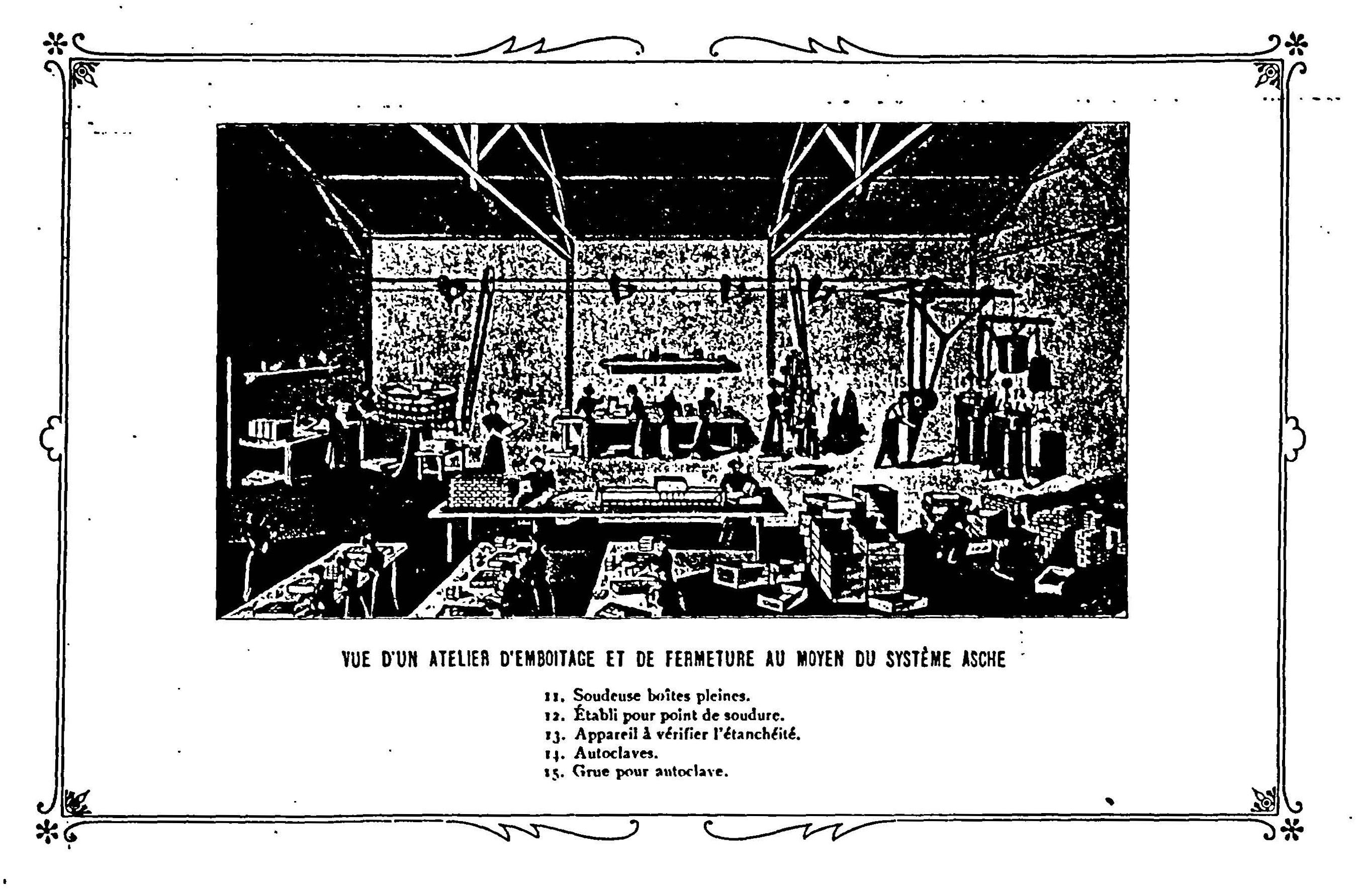
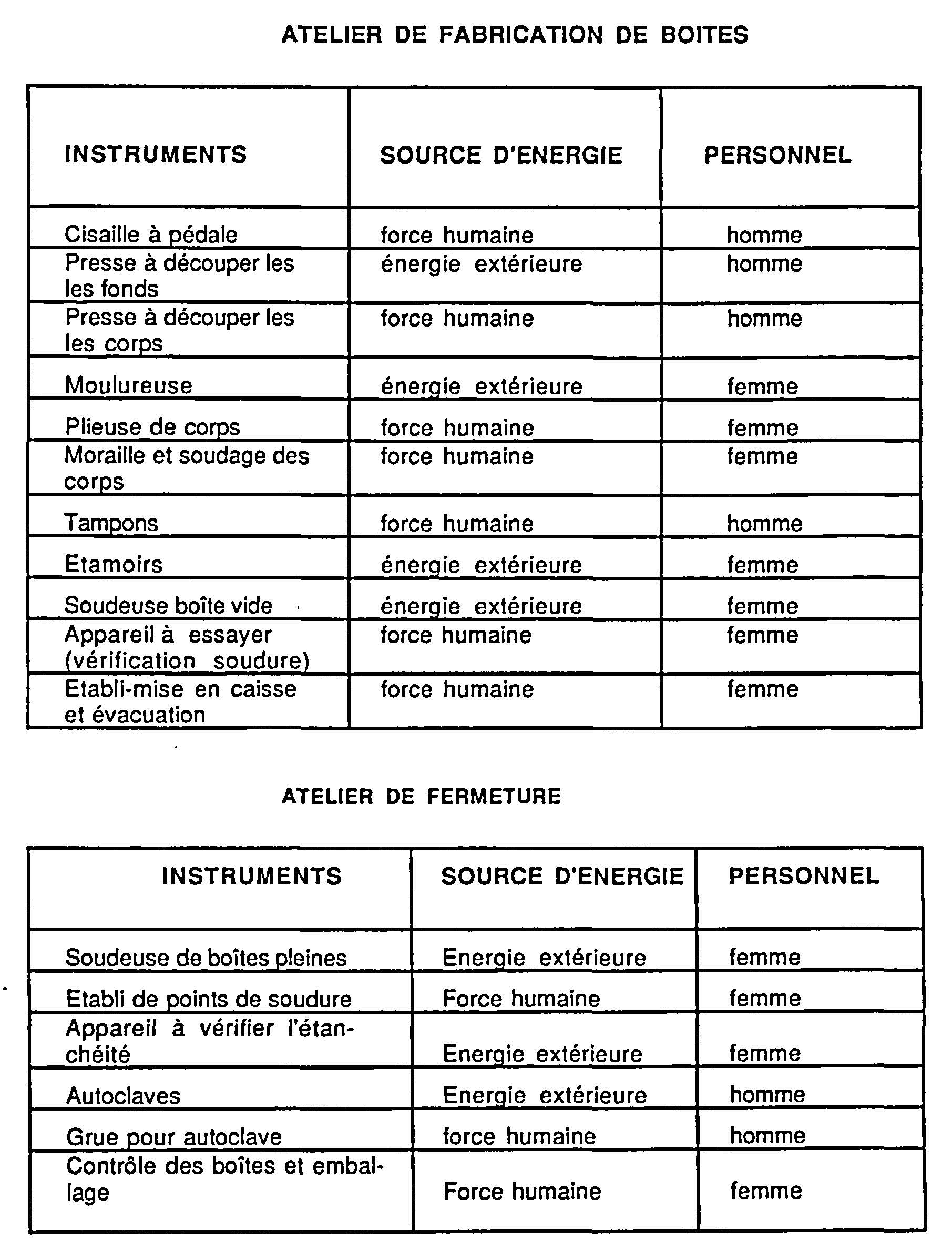
V QUEM INVENTOU A CAIXA FRISADA?
Crimpagem
A história da cravação parece tão nebulosa como a história da própria lata. Pensa-se que as primeiras máquinas de cravar utilizadas em França são originárias da Alemanha e, segundo alguns, a ideia de cravar surgiu do fecho de frascos de vidro [1]. É verdade que as primeiras máquinas de cravar industriais alemãs KERGES-HAMMER efectuavam a cravação em três passagens, a primeira das quais (formação do gancho) é semelhante à operação de fecho dos frascos e o conjunto assemelha-se a uma costura dobrada. O segundo elemento, o ponto de selagem, é semelhante à operação de fecho dos boiões.
Também neste caso, a história é, em grande parte, anónima. Podemos, no entanto, fazer algumas suposições sobre certos aspectos do desenvolvimento técnico.
É de notar que o aspeto da lata frisada e da lata descolada coincide. Ambas implicam o afloramento do corpo da lata, para o interior no caso da lata de descolagem e para o exterior no caso da lata frisada.
V QUI A INVENTE LA BOITE SERTIE ?
Le sertissage
L’histoire du sertissage semble tout aussi floue que l’histoire de la boîte elle-même. Les premières sertisseuses utilisées en France seraient venues d’Allemagne et selon certains, l’idée de sertir viendrait de la fermeture des bocaux de verre [1]. Il est vrai que les premières sertisseuses industrielles allemandes KERGES-HAMMER effectuaient un sertissage en trois passes, dont la première (formation du crochet) est analogue à l’opération de fermeture des bocaux et dont l’ensemble ressemble à une couture rabattue. Le point d’étanchéité est le second élément qui rapproche de la pratique de fermeture des bocaux.
L’histoire ici encore relève largement de l’histoire anonyme. On peut toutefois faire quelques hypothèses sur certains aspects de l’évolution technique.
Il faut noter que l’apparition du sertissage et celle de la boîte à décollage coïncident. Les deux impliquent un bordage du corps de la boîte, vers l’intérieur pour la boîte à décollage, vers l’extérieur pour la boîte sertie.
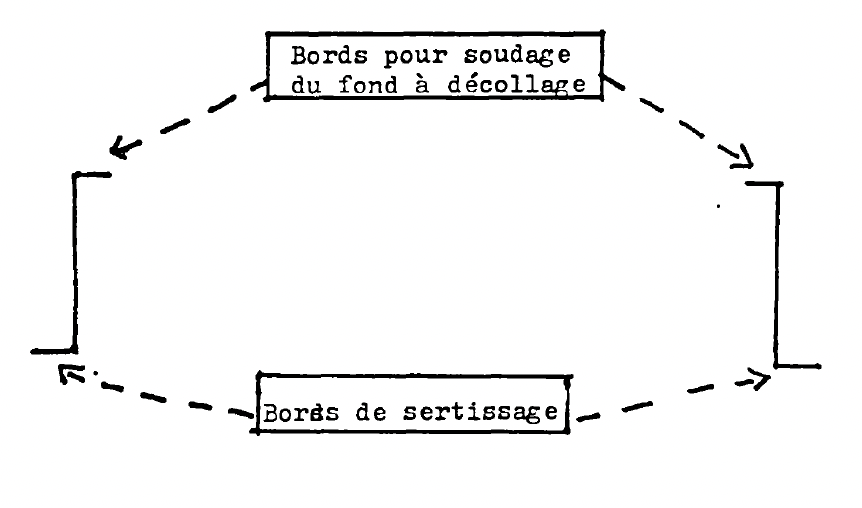
[1] Ver, nomeadamente, Nouvelles des Forges n.º 57 – 2/1971. Os esquemas utilizados foram retirados de um documento de CARNAUD sobre a cravação das latas redondas (1977), de Nouvelles des Forges e de BARLUET DE BEAUCHESNE: Le sertissage des boîtes de conserves – Ed. Revue de la Conserve – 1949.
[1] Voir notamment Nouvelles des Forges n° 57 – 2/1971 -. Les schémas utilisés sont extraits d’un document CARNAUD sur le sertissage-boîte ronde (1977), des Nouvelles des Forges et de BARLUET DE BEAUCHESNE : Le sertissage des boîtes de conserves – Ed. Revue de la Conserve -1949.
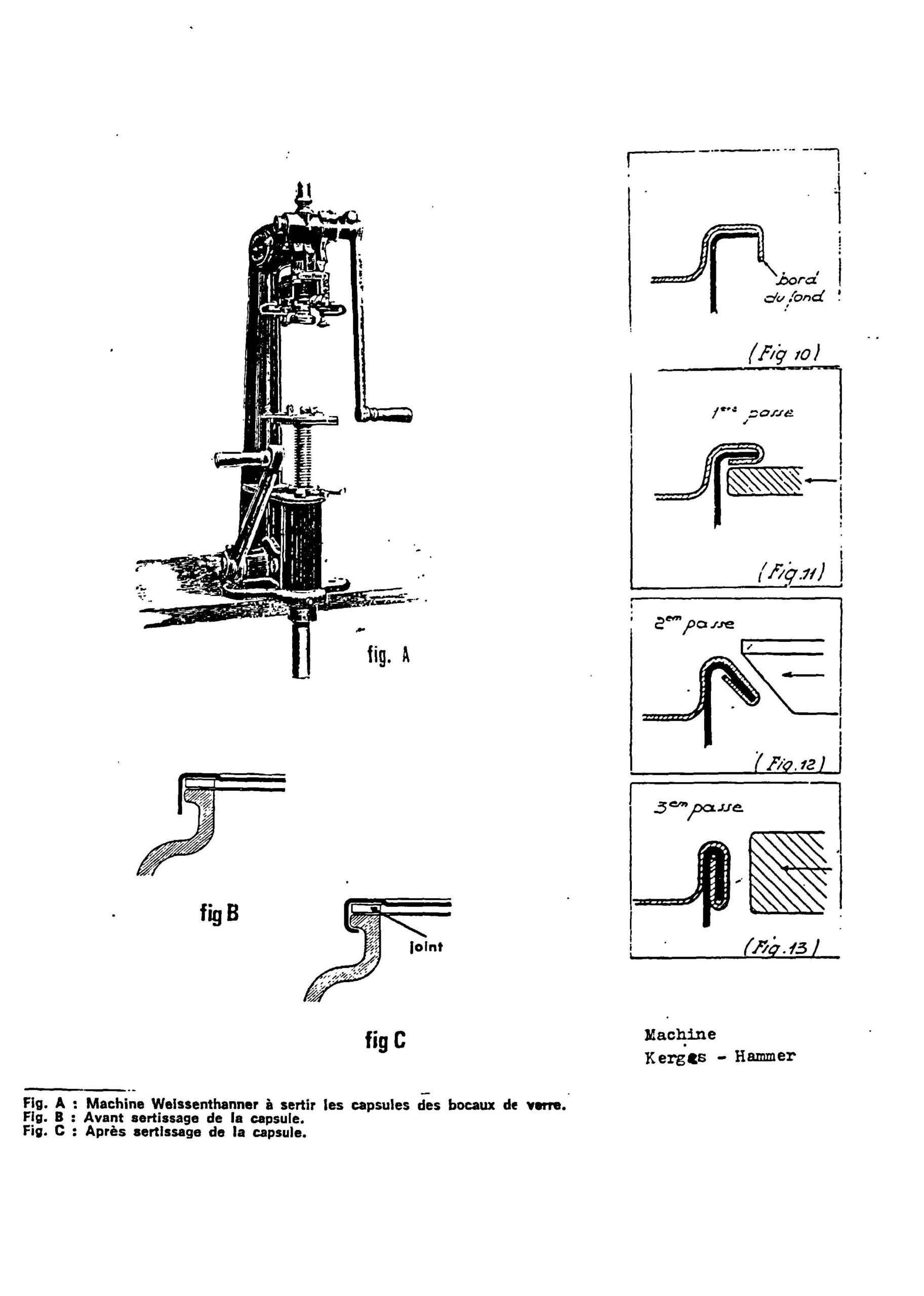
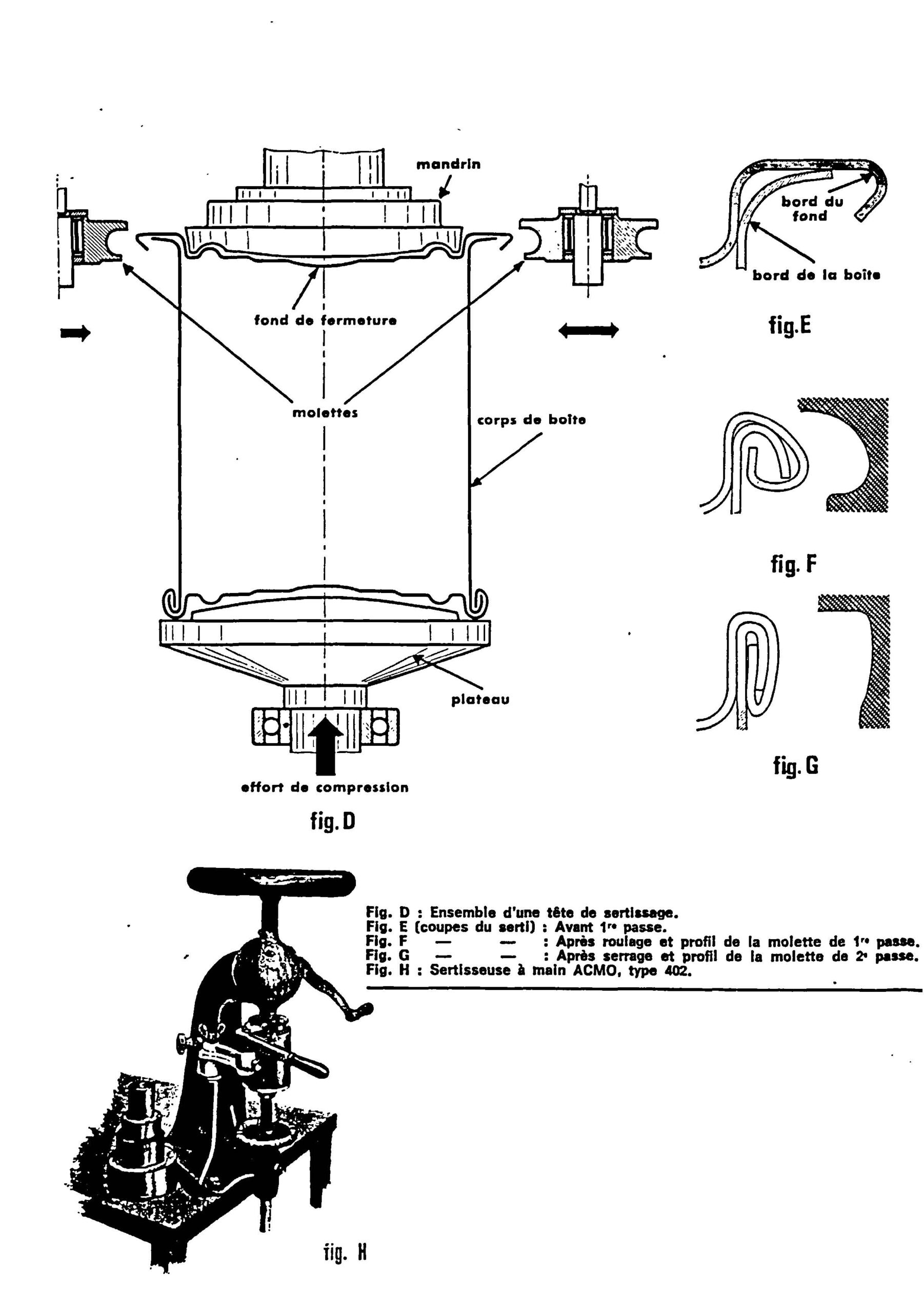
No entanto, já constatámos o aparecimento de uma máquina de rolos para a abertura e o fecho dos corpos das latas, numa altura em que se utilizavam fundos com rodapé para fechar as latas. Há aqui um segundo desenvolvimento possível.
A primeira operação de cravação consistia, portanto, em três operações: “o corpo da caixa tinha um bordo dobrado para trás em ângulos rectos e a base… vinha por cima da caixa com um bordo também dobrado para trás em ângulos rectos (ver esquema). Uma primeira serrilha plana dobrava o bordo da base sobre o do corpo. Esta era a primeira passagem; em seguida, uma segunda roda serrilhada, também plana, dobrava a ligação a cerca de 45°, o que constituía a segunda passagem do processo de engaste.
Finalmente, uma terceira roda serrilhada apertava o engaste no corpo da lata. Esta terceira passagem completava a cravação. As principais caraterísticas do corte desta costura eram: ângulos agudos e todos os ganchos paralelos entre si; as irregularidades nos comprimentos dos ganchos eram inevitavelmente frequentes e o aperto da junta muito fraco. Mesmo com a utilização de uma costura excelente e volumosa, era muito difícil obter uma costura industrial perfeitamente regular”. [1] As modificações posteriores consistiram em enrolar, em vez de dobrar, a base e o aro numa primeira passagem, e depois apertar o conjunto no corpo da lata numa segunda passagem.
Tomamos emprestada a seguinte descrição de Nouvelles des Forges [2]: “O corpo da caixa, encimado pela base de engaste, é inserido entre dois dos principais componentes da máquina de engaste:
– na parte superior, o “mandril”, em aço tratado, que se encaixa no bojo cónico da base a cravar. Está ligado à base de um eixo vertical acionado positivamente;
– Na parte inferior, o “prato” roda livremente (rolamento de esferas) num eixo fixo, também vertical, mas carregado para cima por uma poderosa mola de “compressão”.
[1] BARLUET DE BEAUCHESNE – Op. cit.
[2] Nouvelles des Forges n° 57 – 2/1971.
“A pressão da mola de compressão transmitida pela placa ao corpo da lata faz com que o corpo penetre no bojo da base e a base encrava no mandril. Como resultado, todo o conjunto – base, corpo e placa – é acionado em rotação em torno do eixo vertical à velocidade do mandril; é neste momento que entram em ação as rodas de primeira e segunda passagem.
“As duas rodas de aço temperado (figura D) são cilíndricas e têm uma ranhura circular cujo perfil é adaptado à função de cada uma delas: rolamento (figura F) ou fixação (figura G). Cada roda é montada livremente num eixo ligado a um suporte não indicado no desenho.
“Quando o movimento do seu suporte faz com que um rolo entre em contacto com o bordo da base que gira a alta velocidade, o rolo é movido em torno do seu eixo. A pressão dos serrilhados sobre o bordo da base vai, portanto, forçá-lo a rolar à volta do bordo da caixa (1.ª passagem) ou esmagar o rolo assim obtido (2.ª passagem).
Note-se que o conjunto de engaste compreende dois movimentos distintos: por um lado, a rotação do eixo do mandril e, por outro, o movimento de avanço e de retração dos suportes das rodas. Nas máquinas primitivas, o primeiro destes movimentos é efectuado por uma manivela acionada por uma manobra, embora as polias e as correias tenham sido introduzidas muito rapidamente. O avanço e a retração das serrilhas também são feitos manualmente pelo operador, que também alimenta a máquina”.
A cravação apresentava tantos problemas que seriam necessários mais de vinte anos para que fosse finalmente adoptada. Nas primeiras máquinas de cravar, que apenas fechavam latas redondas, a lata rodava, enquanto as rodas permaneciam fixas, o que significava que as latas que continham líquidos que seriam ejectados durante a operação não podiam ser cravadas. Daí a necessidade de desenvolver máquinas mais complexas em que a lata é fixa. Esta lata fixa também é necessária para cravar latas moldadas.
Em segundo lugar, a máquina está preparada para apertar duas espessuras constantes; no ponto em que o corpo da lata é soldado ou agrafado, o conjunto torna-se mais espesso e foi necessário desenvolver um sistema para ultrapassar este obstáculo sem o danificar e mantendo uma pressão constante; é o chamado passe elástico. A cravação de latas moldadas implicava duas dificuldades adicionais: a utilização de velocidades mais lentas, que variavam consoante a forma da lata, e um aperto muito mais preciso, ou seja, a ausência de folga nas serrilhas e uma regulação precisa.
As irregularidades da folha de Flandres tinham de ser tidas em conta e só muito tardiamente é que as técnicas modernas de laminagem e estanhagem permitiram obter uma espessura uniforme. O processo de cravação também tinha de lidar com excessos de espessura acidentais, tais como gotas de solda ou pedaços do produto interligado que escorregavam para a cravação.
O domínio do processo de costura requer ainda uma maior atenção na produção de corpos e fundos de latas, porque a regulação da costureira implica um modelo padrão.
As costuras serão más se o corpo da lata for demasiado largo ou demasiado estreito, se for demasiado alto ou demasiado baixo, se os bordos forem demasiado estreitos ou demasiado largos, se houver rebarbas de corte ou se os bordos forem demasiado planos, se os bordos dos fundos forem demasiado largos ou demasiado estreitos, etc.
O último problema é a natureza, a qualidade e o posicionamento do selo.
A frisadora marca a chegada de uma máquina complexa no fabrico e fecho das latas, substituindo o soldador por um frisador que, inicialmente, antes do aperfeiçoamento das frisadoras (máquinas), seria ao mesmo tempo assentador, operador e mecânico de manutenção, actividades que mais tarde puderam ser separadas com o advento das frisadoras semi-automáticas ou automáticas.
Podemos imaginar o que deve ter sido a chegada destas máquinas às fábricas de conservas e a qualidade das costuras, se pensarmos no que poderia ter sido ainda a situação no rescaldo da Segunda Guerra Mundial: “A qualidade da costura depende, sem dúvida, das regulações essenciais da costureira, mas depende também – e em grande medida – da manutenção. Por conseguinte, é importante prestar uma atenção especial às peças de acionamento da máquina e proceder à sua manutenção meticulosa. As serrilhas devem ser retiradas no final de cada dia de trabalho, cuidadosamente limpas, enxugadas, montadas de novo e devidamente lubrificadas.
“Estas recomendações podem parecer supérfluas para pessoas cuidadosas, mas vale a pena salientá-las. Por outro lado, serão de grande valor para os enlatadores que ainda não compreenderam a necessidade de ter uma costureira sempre em perfeitas condições.
“Infelizmente, são mais numerosos do que se possa pensar. Demasiadas pessoas não têm consciência de que os elementos mecânicos da máquina, nomeadamente as rodas, trabalham em condições deploráveis. O sumo das latas jorra sempre durante a cravação, sobretudo se a cravadora for do tipo caixa rotativa; mas este sumo é frequentemente ácido (cogumelos, alcachofras, feijão verde, tomate, legumes em geral…) e muitas vezes quente. Por conseguinte, a gordura é rapidamente liquefeita e lavada, e as rodas giram em seco, correndo o risco de gripagem e corrosão. Uma vez iniciada a corrosão, esta propaga-se rapidamente. Se ocorrer no eixo, o eixo desgasta-se muito rapidamente e fica com folga; se ocorrer na ranhura, o perfil muda, torna-se irregular e já não consegue produzir um engaste correto; é então necessário mudar a roda serrilhada, por vezes o seu eixo, e por vezes até mandar reparar o suporte.
“Podemos citar como exemplo uma observação pessoal efectuada em duas máquinas de cravar do mesmo tipo que funcionam a velocidades semelhantes, mas em condições de manutenção muito diferentes.
“A primeira fechava ervilhas (a cerca de 65°) e só era limpa à noite, com um ou dois baldes de água a ferver, lançados ao acaso sobre os órgãos da máquina. Recebia a sua dose de gordura, em princípio duas vezes por dia, mas na prática todos os dias era o máximo. Nunca era limpa.
“O segundo, pelo contrário, utilizava extrato de tomate (cerca de 55 graus), um produto particularmente ácido e corrosivo. Todos os dias, ao meio-dia, depois de os trabalhadores terem saído para almoçar, o mecânico lubrificava todas as máquinas da Télécamit e, à noite, o trabalho parava meia hora antes de os trabalhadores saírem da fábrica. Cada trabalhador tinha de limpar o seu lugar ou a sua máquina.
O cravador (o operário) lavava todas as partes exteriores da máquina com água a ferver, escovas e pincéis e depois enxugava-as. As partes que podiam ser facilmente desmontadas, como as serrilhas, as placas e os invólucros, eram desmontadas pelo mecânico, lavadas com água abundante e secas com um pano. Depois de os trabalhadores terem saído, o mecânico voltou a montar a máquina, ajustando-a e lubrificando-a cuidadosamente.
“Enquanto que, no primeiro caso, a costureira avariava dez a vinte vezes por dia, os lobos [1] amontoavam-se em imponentes pirâmides, as latas com fugas apareciam em todos os autoclaves e não faltavam bojos na loja, no segundo caso, durante toda a época do tomate, ou seja, cerca de um mês, não se registou uma única paragem grave.
Os lobos eram raros (alguns por dia), e as latas com fugas ou abaulamentos eram quase inexistentes.
[1] Produto defeituoso
“Alguns fabricantes utilizam o vapor para lavar as suas máquinas de cravar. Trata-se de um método muito rápido e eficaz, que deve ser completado por uma lubrificação séria e imediata, uma vez que o vapor pressurizado penetra em todo o lado, dissolvendo a gordura restante e condensando-se nas juntas. A aplicação de massa lubrificante imediatamente após a lavagem tem, portanto, o duplo objetivo de evitar a ferrugem e de proporcionar uma lubrificação normal.
“As massas e os óleos utilizados variam muito em função do fabricante da máquina de costura e do utilizador. Não há nada de especial, exceto em certas máquinas automáticas que fecham as latas de peixe com óleo e nas quais o óleo que transborda das latas é recuperado.
“Noutras máquinas, a lubrificação das peças colocadas perto das latas deve ser suficiente, mas não excessiva, para que não caiam pacotes de gordura nas latas: a apresentação e o sabor seriam seriamente alterados.
“As mudanças de formato são efectuadas com a frequência exigida pelas necessidades de produção. Devem ser efectuadas com todo o cuidado que se deve ter numa nova configuração, e é aconselhável verificar todas as configurações antes de começar.
“Em primeiro lugar, é por vezes necessário mudar as rodas serrilhadas, porque para as caixas redondas, tal como para as caixas moldadas, as ranhuras das rodas serrilhadas a utilizar dependem do formato da caixa a ser cravada. Por conseguinte, é necessário verificar se as serrilhas estão à altura correta. O mesmo se aplica à compressão. Por último, quando a altura das latas muda, a placa deve ser ajustada à altura correta.
“Uma mudança de formato deve, por conseguinte, ser considerada como um novo e completo ajustamento da costureira. Em muitos casos, esta mudança ocorre durante o dia, enquanto a produção continua, e há uma tendência para pedir ao montador que a efectue demasiado depressa. Trata-se de um erro grave que pode conduzir a uma catástrofe. A organização do trabalho deve ser tal que o trabalhador, qualquer que seja a máquina de cravar, tenha todo o tempo do mundo para verificar todas as regulações sem exceção” [1].
Citámos este texto bastante longo porque descreve muito bem os muitos problemas de utilização da costureira e as práticas nas fábricas de conservas. Uma advertência necessária quando comparada com o manual sobre o enlatamento de fruta: “Com uma boa costureira simples, qualquer pessoa pode usá-la, uma vez que o ajuste tenha sido estabelecido. O ajuste vertical para diferentes alturas é feito instantaneamente. São necessários apenas alguns minutos para ajustar o suporte da roda e mudar o mandril.
O trabalhador responsável por este trabalho tem de estar bem familiarizado com estes pequenos pormenores da mudança de tamanhos de caixas.” [2]
Como dissemos anteriormente, a junta de franzido colocou toda uma série de problemas para o seu desenvolvimento. A primeira costura de borracha foi proibida em 1875, em nome da saúde pública, e esta decisão foi atribuída à intervenção dos soldadores:
“Nos últimos anos, as latas frisadas têm sido utilizadas em vez de latas soldadas, principalmente para conservas de vegetais. Esta substituição, que substitui o trabalho manual pelo trabalho mecânico, traduz-se numa economia apreciável e permite baixar significativamente o preço de custo e, por conseguinte, o preço de venda.
“Os fabricantes de caixas viram assim ser-lhes retirada uma parte do seu trabalho normal e, desde os primeiros dias, não deixaram de fazer ouvir as suas queixas. A administração, informada das suas queixas e pressionada por incessantes representações, tomou medidas indirectas para se opor à utilização destas caixas. Foi invocada a questão da saúde e da higiene.
“Para conseguir uma vedação completa nestas latas frisadas, deve ser inserido um fino anel de borracha entre as partes sobrepostas que formam a junta. Mas esta substância não pode ser utilizada no seu estado puro.
Para ser prático, deve ser misturado com materiais inertes. Entre estes materiais, há um que os fabricantes de borracha incluem na mistura, porque é pouco dispendioso, tendo em conta as vantagens oferecidas pela sua elevada densidade; este material é o óxido de chumbo ou litargírio, que, como se pode imaginar, não oferece desvantagens no fabrico de artigos industriais, como juntas de tubos, chapas, etc.
“Não se deve esquecer que são tomadas grandes precauções na utilização desta virola de borracha. Deve ser completamente envolvida pela folha de Flandres, para que a borracha não entre em contacto com os produtos enlatados contidos na lata.
“Bastou encontrar algumas latas em que, devido a um acabamento imperfeito que permitiu que as latas entrassem em contacto com a borracha, foram detectados vestígios de chumbo nos produtos comestíveis para que as autoridades tomassem uma atitude rigorosa. Por diversas vezes, foram emitidos decretos prefeitorais que, se tivessem sido mantidos, as latas vazias, tal como as que continham produtos manufacturados, teriam de ser destruídas, causando prejuízos consideráveis a todos os fabricantes e a ruína de alguns.
Atualmente, a utilização de borracha com chumbo é absolutamente proibida.
“Como já dissemos, o óxido de chumbo, misturado com a massa de borracha, não oferece outra vantagem senão a da sua densidade; não foi, portanto, difícil encontrar outro corpo para o substituir, de modo a satisfazer os desejos da Administração e a oferecer todas as garantias de salubridade. A caixa frisada prevaleceu sobre os ataques que lhe foram dirigidos e a sua utilização já não pode ser posta em causa”[1].
[1] Archives Municipales de Nantes p. 166. Le Petit économiste; 15 de julho de 1896.
Para evitar o problema da costura, foi utilizada uma outra técnica: a contra-soldadura. Esta técnica foi utilizada quase sistematicamente nas latas e nos bidões industriais da época, tanto mais que, ao mesmo tempo que a cravação, se utilizava uma técnica semelhante para fazer os corpos das latas: um agrafo contra-soldado:
Or, nous avons noté déjà plus haut, l’apparition d’une machine à molettes pour évaser et border les corps de boîtes à l’époque où l’on utilisait les fonds à jupe pour fermer les boîtes. Il y aura là une seconde évolution possible.
Le premier sertissage consistait donc en trois opérations : “le corps de la boîte possédait un bord rabattu à l’équerre et le fond… venait coiffer la boîte avec un bord lui aussi rabattu à l’équerre (voir schéma). Une première molette plate rabattait le bord du fond sur celui du corps. C’était la première passe ; puis une deuxième molette, plate également, couchait à environ 45° l’accrochage ainsi constitué, c’était la deuxième passe du sertissage.
Enfin une troisième molette venait serrer le sertissage sur le corps de la boîte. Cette troisième passe terminait le serti. Les caractéristiques principales de la coupe de ce serti étaient: des angles vifs et tous les crochets parallèles entre eux ; des irrégularités dans les longueurs de crochets étaient fatalement fréquentes et le serrage du joint très faible. Même avec l’emploi d’un excellent et volumineux joint, il était très difficile d’obtenir une marche industrielle parfaitement régulière”.[1] Les modifications ultérieures vont consister à rouler ensemble, et non plus à plier, le fond et le bord dans une première passe puis à serrer le tout sur le corps de la boîte dans une seconde passe. Nous empruntons la description qui suit aux
Nouvelles des Forges [2]: “Le corps de la boîte coiffé du fond à sertir est intercalé entre deux des principaux organes de la sertisseuse :
– à la partie supérieure le “mandrin” réalisé en acier traité qui s’engage dans la cuvette conique du fond à sertir. Il est fixé à la base d’un arbre vertical entraîné positivement ;
– à la partie inférieure le “plateau” tourne librement (roulement à bille) sur un axe fixe, également vertical, mais sollicité vers le haut par un puissant ressort dit “de compression”.
[1] BARLUET DE BEAUCHESNE – Op. cité.
[2] Nouvelles des Forges n° 57 – 2/1971.
“La pression du ressort de compression transmise par le plateau au corps de boîte assure la pénétration du corps dans la cuvette du fond et le coincement du fond sur le mandrin. Il s’ensuit que tout l’ensemble : fond, corps, plateau, se trouve entraîné en rotation autour de l’axe vertical à la vitesse du mandrin ; c’est alors qu’interviennent successivement les molettes de première, puis de seconde passe.
“Les deux molettes en acier traité (figure D) sont cylindriques et comportent une gorge circulaire dont le profil est adapté à la fonction de chacune d’elles : roulage (figure F) ou serrage (figure G). Chaque molette est montée libre sur un axe solidaire d’un support non représenté sur le croquis.
“Lorsque le déplacement de son support amène une molette en contact avec le bord du fond tournant à grande vitesse, celle-ci se trouve entraînée autour de son axe. La pression des molettes sur le bord du fond aura donc pour résultat soit d’obliger celui-ci à se rouler autour du bord de la boîte (1ère passe), soit d’écraser le roulé ainsi obtenu (2ème passe).
On remarque que l’ensemble de sertissage comporte deux mouvements distincts, d’une part la rotation de l’arbre porte mandrin, d’autre part le mouvement d’avance et de retrait des porte-molettes. Sur les machines primitives le premier de ces mouvements est assuré par une manivelle actionnée par un manœuvre bien que, très vite, on en vient à la commande par poulies et courroies. Le mouvement d’avance et de retrait des molettes est également obtenu manuellement par l’opérateur qui assure en même temps l’alimentation de la machine”.
Le sertissage pose tellement de problèmes qu’il faudra plus de vingt ans avant qu’il ne s’impose définitivement. Dans les premières sertisseuses qui ne ferment que les boîtes rondes, c’est la boîte qui tourne, les molettes restant fixes; on ne peut alors sertir des boîtes contenant des liquides qui seraient éjectés durant l’opération. D’où la nécessité de mettre au point des machines plus complexes dans lesquelles la boîte est fixe. Cette fixité de la boîte est aussi nécessaire pour sertir les boîtes de forme.
En second lieu le réglage de la machine est prévu pour serrer deux épaisseurs constantes ; à l’endroit de la soudure ou de l’agrafage du corps de la boîte l’ensemble s’épaissit et il fallut mettre au point un système permettant de franchir cet obstacle sans le détériorer et tout en maintenant une pression constante ; c’est ce qu’on appelle la passe élastique. Le sertissage des boîtes de forme impliquait deux difficultés supplémentaires : l’utilisation de vitesses plus lentes et variables suivant les formes de boîtes, et un serrage beaucoup plus précis, donc une absence de jeu dans les molettes et un réglage de précision.
Il fallait tenir compte des irrégularités du fer-blanc et ce n’est que très tard, que la modernisation des techniques de laminage et d’étamage permirent d’obtenir une épaisseur uniforme. Le sertissage devait aussi faire face aux surépaisseurs accidentelles telles que gouttes de soudure ou parcelles du produit emboîté qui se glissent dans le serti.
La maîtrise du sertissage nécessite encore de porter une plus grande attention à la production des corps de boîtes et des fonds, car le réglage de la sertisseuse implique un modèle standard.
Les sertis seront mauvais si le corps de la boîte est trop large ou trop étroit, s’il est trop haut ou trop bas, si les bords sont trop étroits ou trop larges, s’il y a des bavures de coupe ou si les bords sont trop rabattus, si les bords des fonds sont trop larges ou trop étroits, etc..
Dernier problème enfin la nature, la qualité et le positionnement du joint devant assurer l’étanchéité.
Avec la sertisseuse, c’est l’arrivée dans la fabrication et la fermeture des boîtes d’une machine complexe,, substituant au soudeur un sertisseur qui, au départ, avant que les sertisseuses (machines) ne se perfectionnent sera à la fois un régleur, un opérateur et un mécanicien d’entretien, activités qui pourront se séparer ultérieurement avec l’apparition des sertisseuses semi-automatiques ou automatiques.
On peut imaginer ce que devait être l’arrivée de ces machines dans les conserveries et la qualité des sertis si l’on tient compte de ce que pouvait encore être la situation au lendemain de la seconde guerre mondiale : “La qualité du sertissage dépend sans aucun doute des réglages essentiels de la sertisseuse, mais elle dépend aussi – et pour une grande part – de l’entretien. Il importe donc de veiller particulièrement sur les organes moteurs de la machine et d’en assurer un entretien méticuleux. Les molettes doivent être démontées en fin de chaque journée de travail, bien nettoyées, essuyées, remontées et convenablement graissées.
“Ces recommandations semblent sans doute superflues pour les personnes soigneuses ; il n’est toutefois pas inutile de le rappeler. Par contre, elles seraient d’une grande valeur pour les conserveurs qui n’ont pas encore compris la nécessité d’avoir une sertisseuse toujours en parfait état.
“Ces derniers sont, hélas plus nombreux qu’on ne pourrait le penser. Trop ignorent que les pièces mécaniques de la machine, et en particulier les molettes, travaillent dans des conditions épouvantables. Le jus des boîtes jaillit toujours au sertissage, surtout si la sertisseuse est du type à boîte tournante ; or, ce jus est souvent acide (champignons, artichauts, haricots verts, tomates, légumes en général…) et très fréquemment chaud. La graisse se trouve donc rapidement liquéfiée, lavée, et les molettes tournent à sec, risquant de se gripper et de se corroder. Dès que la corrosion est amorcée, elle gagne rapidement. Si ele a lieu sur l’axe, celui-ci s’use très vite et prend du jeu ; si elle se produit sur la gorge, le profil se modifie, devient irrégulier et ne peut plus réaliser un serti correct ; il faut alors changer la molette, parfois son axe, quelquefois même faire réparer le support.
“Nous pouvons citer en exemple une observation personnelle faite sur deux sertisseuses de même type tournant à des vitesses semblables, mais dans des conditions d’entretien très différentes.
“La première fermait des petits pois (à 65° environ) et n’était nettoyée le soir que par un ou deux seaux d’eau bouillante, lancée au hasard sur les organes de la machine. Elle recevait sa dose de graisse, en principe deux fois par jour, mais en pratique tous les jours était un grand maximum. Elle n’était jamais essuyée.
“La deuxième par contre, fermait de l’extrait de tomates (55 degrés environ), produit qui est particulièrement acide et corrosif. Tous les jours, à midi, après le départ des ouvrières pour le déjeuner, le mécanicien effectuait le graissage de tous les Télécamit, et le soir le travail était arrêté une demi-heure avant la sortie de l’usine. Chaque ouvrière devant nettoyer sa place ou sa machine.
C’est ainsi que la sertisseuse (l’ouvrière) lavait à grands renforts d’eau bouillante, de brosses et de pinceaux tous les organes extérieurs de la machine, puis les essuyait. Les parties facilement démontables : molettes, plateaux, carters étaient démontés par le mécanicien, lavés à grande eau et essuyés. Après le départ des ouvrières, le mécanicien procédait au remontage, réglage et graissage soignés de la machine.
“Alors que, dans le premier cas, la sertisseuse tombait en panne dix à vingt fois par jour, que les loups [1] s’entassaient en pyramides imposantes, que les boîtes fuites apparaissaient dans chaque autoclave, que les bombées ne manquaient pas au magasin, nous n’avons pas vu un seul arrêt sérieux dans le deuxième cas, pendant toute une saison de tomate, soit un mois environ. Les loups étaient rares (quelques-uns par jour), les boîtes fuites ou bombées à peu près inexistantes.
[1] Produit défectueux
“Certains industriels utilisent la vapeur pour laver leurs sertisseuses. C’est une méthode très rapide et très efficace, qui doit être complétée par un graissage sérieux et immédiat, car la vapeur sous pression pénètre partout, dissolvant tout ce qui reste de graisse et se condensant sur les articulations. Le graissage effectué sans délai après le lavage atteindra donc le double but d’éviter la rouille et de lubrifier normalement.
“Les graisses et les huiles utilisées sont très diverses suivant les constructeurs de sertisseuses et les utilisateurs. Elles n’ont rien de spécial, sauf sur certaines machines automatiques fermant des boîtes de poisson à l’huile et sur lesquelles l’huile débordant des boîtes est récupérée.
“Sur les autres machines, le graissage des organes placés à proximité des boîtes doit être suffisant, mais nullement excessif pour que des paquets de graisse ne tombe pas dans les boîtes : la présentation et le goût en seraient sérieusement altérés.
“Les changements de formats s’effectuent aussi souvent que le demande les besoins de la fabrication. Ils doivent être faits avec tout le soin apporté à un nouveau réglage et il est à conseiller de vérifier tous les réglages avant la mise en route.
“Tout d’abord il est parfois nécessaire de changer les molettes, car pour les boîtes rondes, comme pour les boîtes de forme, les gorges de molettes à employer sont fonction du format de la boîte à sertir. Il y a donc lieu de vérifier si les molettes sont bien à hauteur voulue. Il en est de même pour la compression. Enfin la hauteur de boîtes changeant, le plateau est à régler à hauteur.
“Il faut par conséquent, considérer un changement de format comme un nouveau et complet réglage de la sertisseuse. Dans bien des cas, ce changement a lieu en cours de journée, pendant que la fabrication continue et on a tendance à demander au monteur de la réaliser trop rapidement. C’est une grave erreur qui peut conduire à des catastrophes. L’organisation du travail doit être telle que l’ouvrier puisse, quelle que soit la sertisseuse, avoir tout son temps pour vérifier tous les réglages sans exception”.[1]
Nous avons cité ce texte un peu long car il décrit très bien les multiples problèmes d’utilisation de la sertisseuse et les pratiques dans les conserveries. Mise en garde nécessaire si l’on compare avec le manuel sur les conserves de fruits : “Avec une bonne sertisseuse simple, n’importe quelle personne peut s’en servir une fois le réglage établi. Le réglage vertical pour les différentes hauteurs se fait instantanément. Celui du porte-molettes et changement de mandrin en quelques minutes. Il faut que l’ouvrier chargé de ce travail connaisse bien ces petits détails de changement de formats de boîtes”. [2]
Nous avons dit plus haut que le joint de serti posera toute une série de problèmes pour sa mise au point. Le premier joint réalisé en caoutchouc sera interdit en 1875 au nom de l’hygiène publique et l’on attribua cette décision à l’intervention des soudeurs :
“Depuis quelques années, les boîtes serties ont été, principalement pour les conserves de légumes, substituées aux boîtes soudées, primitivement employées. Cette substitution, qui remplace un travail à la main par un travail mécanique, réalise une économie appréciable et permet d’abaisser, dans une proportion notable, le prix de revient, et, par conséquent le prix de vente.
“Les ouvriers boîtiers ont vu ainsi leur échapper une partie de leur travail normal et n’ont pas manqué, dès les premiers jours, de faire entendre leurs plaintes. L’administration, saisie de leurs doléances, et sous la pression de démarches incessantes, a pris des mesures indirectes pour s’opposer à l’emploi de ces boîtes. La question d’hygiène et de salubrité a été invoquée.
“Pour que, dans ces boîtes serties, l’étanchéité puisse être complète, il faut, dans les parties qui se recouvrent et forment le joint, interposer une mince virole de caoutchouc. Or cette substance ne peut être employée à l’état pur.
Pour que son emploi soit pratique, elle doit être mélangée avec des matières inertes. Parmi ces matières, il en est que les fabricants de caoutchouc introduisent dans le mélange, parce qu’elle ne coûte pas cher en présence des avantages qu’offre sa grande densité ; cette matière, c’est l’oxyde de plomb ou de litharge, laquelle on le conçoit n’offre aucun inconvénient dans la confection des articles industriels, tels que les joints de tuyaux, les plaques ou feuilles, etc..
“Il ne faut pas oublier que de grandes précautions sont prises dans l’emploi de cette virole en caoutchouc. Elle doit, dans un entretien soigné, être entièrement enchâssée par la tôle de fer blanc, de sorte que le caoutchouc ne doit pas être au contact des produits de conserves contenus dans la boîte.
“Il a suffi de trouver quelques boîtes où, par suite d’un travail imparfait ayant permis le contact des conserves avec le caoutchouc, des traces de plomb ont été décelées au sein des produits comestibles pour que l’administration use de rigueur. Des arrêtés préfectoraux ont été pris à diverses reprises, et s’ils avaient été maintenus, les boîtes vides, comme celles contenant des produits fabriqués, eussent dû être détruites, d’où un préjudice considérable pour tous les fabricants, et la ruine pour certains.
Actuellement, l’emploi du caoutchouc plombifère est absolument prohibé.
“Comme nous l’avons dit, l’oxyde de plomb, mêlé à la masse de caoutchouc, n’offre d’autre avantage que celui de sa densité ; il n’a donc pas été difficile de trouver un autre corps à lui substituer pour répondre aux voeux de l’Administration, et offrir toutes les garanties de salubrité. La boîte sertie a eu raison des attaques dirigées contre elle et son emploi ne peut désormais être mis en question”[1]
[1] Archives Municipales de Nantes p. 166. Le Petit économiste ; 15 juillet 1896.
Pour éviter le problème du joint une autre technique est utilisée : le contre-soudage. On la trouve presque systématiquement sur les boîtes et bidons industriels de l’époque, d’autant plus que s’installe, en même temps que le sertissage, une technique analogue pour faire les corps de boîte : une agrafe contre-soudée :
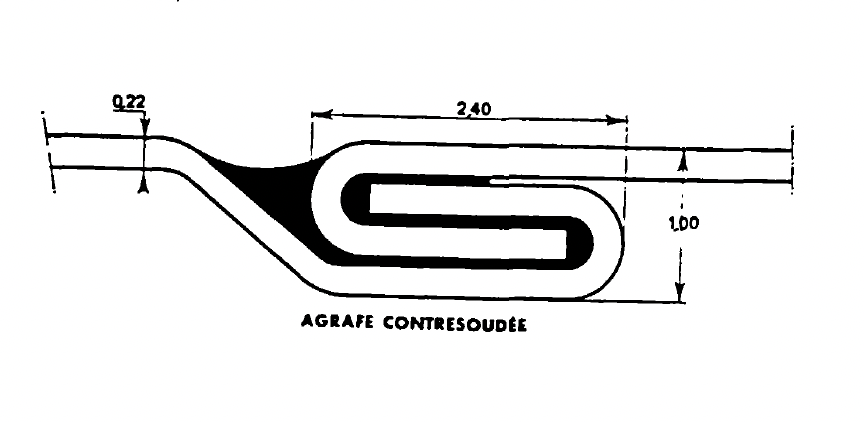
É por isso que, a partir de 1889, surgiram máquinas que eram simultaneamente máquinas de cravar e máquinas de soldar, o que gerou confusão nos relatos da imprensa da época.
Dada a complexidade da cravação, os fabricantes de caixas de folha de Flandres não estavam muito optimistas quanto ao futuro da cravação, como mostra o seu relatório para a Exposição Universal de 1900: “A introdução da máquina no fabrico e selagem de latas de alimentos data de 1888. Antes dessa data, todo o trabalho era efectuado pelos latoeiros.
O primeiro sistema de máquinas foi importado da Alemanha com o nome de “crimper”; consistia em cravar ou agrafar mecanicamente as latas, sendo a hermeticidade destas latas assegurada, em condições mais ou menos boas, por uma anilha de borracha situada entre o corpo da lata e a tampa. Em 1895, este sistema de fabrico foi proibido por uma circular do Ministério do Interior, sob parecer da Comissão Francesa de Higiene, que o considerava nocivo para a saúde pública, devido à utilização da borracha em contacto com o líquido ou com qualquer outro produto conservado (o que chegava a provocar intoxicações). Apesar deste decreto do Ministro do Interior, este método de fabrico desastroso continuou como antes e, sem dúvida, não produziu os mesmos resultados que o trabalho dos operários.
“Temos provas do que estamos a dizer, ou seja, que desde há alguns anos as latas de carne destinadas ao exército são feitas à mão ou, pelo menos, contra-soldadas, para evitar a utilização de borracha e oferecer à lata uma garantia absoluta de conservação.
“Mas nas poucas exposições destas máquinas a que assistimos, não encontrámos nada mais bem feito do que as que vemos a funcionar todos os dias nas fábricas de conservas de Nantes. Isto prova, mais uma vez, que elas não dão resultados suficientemente bons e que as ideias dos fabricantes estão centradas noutro sistema mais próximo da perfeição. A mais bela exposição deste género a que assistimos foi a da BLISS e da CIE de Nova Iorque, mas, como já disse, sem qualquer melhoria em relação às anteriores. Em suma, o resultado foi quase nulo”[1].
[1] Arquivos Municipais de Nantes. 1BA em 8ème. Documento citado.
Esta reação dos soldadores de caixas é interessante por várias razões. Em primeiro lugar, reflecte as dificuldades encontradas no aperfeiçoamento da cravação e o facto de, nessa altura, ser ainda impossível soldar mecanicamente caixas moldadas. Só em 1908 apareceram máquinas adequadas e, em 1912, a cravação tornou-se a técnica dominante para fechar latas.
Em segundo lugar, os enlatadores não conseguem imaginar que uma técnica diferente da selagem possa prestar os mesmos serviços. É provável que uma grande parte dos enlatadores tenha a mesma opinião. Se a cravação tem um impacto no volume de emprego, é ao mesmo tempo uma outra profissão que se desenvolve a par da do soldador, e as duas profissões podem coexistir através da contra-soldadura. Por último, não acreditam no futuro da cravação. Será um despertar rude nos próximos anos.
O caso M… e o problema da inovação :
Alguns elementos dispersos nos arquivos municipais de Nantes e nos arquivos departamentais do Loire-Atlantique levantam questões tanto sobre a história anónima no domínio da tecnologia como sobre o funcionamento das empresas. É importante apresentar aqui os documentos do dossier antes de os analisar:
1 “Chantenay sur Loire 21 de maio de 1901
Sr. Decamps Secretário Geral [1]
Peço-lhe a gentileza de transmitir a minha carta ao Sr. Prefeito
Prefeito ALITAS, na qual solicito uma audiência com ele para obter conselhos sobre a questão das latas de conservas e produtos alimentares, latas que são frisadas e fervidas. Junto a esta carta, envio uma carta que foi enviada a todos os fabricantes de conservas e produtos alimentares, na qual se explica cabalmente a existência das conservas. E latas frisadas que vão a cozer.
Tenho a honra de vos saudar.
M… Pai
Rue du Mont Saint-Bernard”. [2]
[1] Secretário Geral da Prefeitura.
[2] Restabeleci a ortografia correta como em todos os documentos, incluindo os dos conservadores, na medida em que os textos escritos pelos próprios se misturam com os escritos pelo seu secretário ou por um redator público.
- Carta anexa:
“Chantenay sur Loire 21 de agosto de 1900
Fabricantes de produtos alimentares em Nantes e Chantenay sur Loire.
“Em julho de 1900 anunciei-vos que eu, M…Père, latoeiro, era o inventor do processo de engaste por fervura em caixa e que vinha hoje às vossas instalações para vos falar dele e que tencionava criar uma oficina de comum acordo com os fabricantes de produtos alimentares. A existência e a data da invenção da cravação por ebulição foi em 1887. E como até hoje não tenho rendimentos e de 1887 a 1892, isto é, daqui a cinco anos, não trabalhei metade do tempo, e as latas frisadas saíam dos Fabricantes de Latas Metálicas em camiões cheios. Em 1892, como não estava a trabalhar nas latas frisadas, fui ao registo para obter um certificado, uma vez que não estava patenteado. A partir daí, dirigi-me à Câmara Municipal de Chantenay para me queixar de que não estava a trabalhar em latas frisadas para produtos alimentares e que eu era o inventor e o mais mal recompensado. O Sr. SEVESTRE, Presidente da Câmara de Chantenay, perguntou-me o meu nome e disse: vamos fazer um inquérito, volte daqui a oito dias e, se tiver direito a um certificado, eu dou-lho. Passaram oito dias e o Sr. SEVESTRE, Presidente da Câmara de Chantenay, entregou-me um certificado, depois de ter sido efectuado um inquérito e apoiado pelo carimbo da Câmara Municipal, uma carta da minha queixa que anexei aos meus dois certificados e que levei ao Procurador de Nantes, o Sr. GIRAUD. Voltei várias vezes ao Tribunal e o Procurador estava sempre ausente. O secretário deu-me um número, que guardei, e disse-me: vai subir ao Tribunal. Dirigi-me ao Tribunal e apresentei o meu número. E disseram-me: vamos escrever-lhe e não me escreveram. Em 1899, quando vi a Exposição aproximar-se, quis apresentar uma queixa à Câmara dos Deputados e Senadores e ao júri da Exposição para ganhar o meu caso. Em cada petição, de 1892 a 1900, falei-lhes sempre do cenário.
Recebi petições da Câmara dos Deputados e dos Senadores para os planos e sistemas que lhes enviei. Mas não houve resposta da empresa de cravação. Por isso, em 1900, nos dias 20 e 21 de julho, depositei no armazém da Prud’hommes, rue du Moulin nº 18, o plano da Caixa Crimpada que ferve, que existe desde 1887.
“Como não trabalho desde 10 de novembro de 1899 em matéria de cravação, foi por isso que fui ter convosco, fabricantes de produtos alimentares, para vos fazer a proposta de criar uma oficina para os fabricar de comum acordo, pois é um direito que me assiste. Se os fabricantes tivessem o direito de se registar, tê-lo-iam feito para estarem dentro dos seus direitos, e eu provo-lhes isso com o meu registo.
“Agora vou dizer-vos que ainda tenho outros direitos. É o conjunto de meia-volta que foi inventado em 1866. Rue de Morny, antiga rue d’Angoulême. Atualmente rue Pierre Charron Paris. Mais uma moraille dupla do meu sistema para fazer a montagem. Com o meu novo sistema, tenho mais calor do que preciso. Até hoje, esse foi sempre o problema: não ter calor suficiente. Por isso, quando a caixa queria andar depressa, o conjunto não estava suficientemente aquecido e rebentava. O meu novo sistema elimina este problema. É por isso que, nos últimos anos, se vêem suportes planos, em caixas com mais de um centímetro de largura, que não têm a limpeza de um suporte semicircular.
“Há ainda outras melhorias que continuam a faltar porque não as pudemos utilizar. Como vêem, meus senhores, tive de vos dar todas estas explicações para que pudessem ver com os vossos próprios olhos.
Enviei para a Câmara dos Deputados e Senadores e para o júri da exposição a reprodução do meu Depósito de Box Set para que o júri decida e me dê a vitória, fui ter com o Sr. SYBYLE, falei-lhe do box set e do júri da exposição. Ele disse-me que o júri só me podia dar uma medalha. Mas ainda tenho de recorrer ao meu depósito para recuperar os meus direitos. Posso dizer-vos que todas as caixas serão fáceis de abrir, sejam elas redondas, quadradas, ovais, grandes, pequenas, com ou sem conjunto.
Estou confiante de que será possível chegar a um acordo e que me informará por carta.
Atenciosamente
Tenho a honra de o saudar.
Senhor Padre. Rue du Mont Saint-Bernard.”
- Comentário à carta anexa :
“Estes senhores não responderam. Entrei em contacto com o Sr. CARNAUD, em Paris, que fabrica as caixas para alguns deles. Reproduzi a resposta do Sr. Carnaud ao Presidente da República, Sr. Emile Loubet. Este respondeu-me através do seu Chefe do Secretariado do Presidente da República, informando-me que a minha carta tinha sido transmitida ao Ministério da Justiça. Ao mesmo tempo, escreveu à esquadra de Chantenay, enviando uma folha de papel que assinei e que foi devolvida ao Ministério da Justiça. Esta folha dizia que, se eu achasse útil, podia pedir a ajuda do Tribunal de Nantes para obter uma indemnização junto dos Fabricantes de Latas Metálicas e de Produtos Alimentares. Em 1892, o meu primeiro pedido foi recusado. Em 1901, o meu segundo pedido foi recusado. Por isso, pensei que o Sr. Préfet ALITAS, como chefe do departamento do Loire Inférieure, não podia deixar de me dar bons conselhos sobre esta questão que é universal”.
- Carta do Presidente da Câmara de Chantenay :
“Câmara Municipal de Chantenay, 23 de maio de 1901
Caro Prefeito
Em resposta ao pedido que me fez na sua nota de de 24 do corrente, tenho a honra de lhe informar que o Sr. M… que lhe enviou um pedido de audiência em um pedido de audiência a 21 de maio, é um trabalhador-técnico que é um homem muito bom mas cujo espírito está um pouco perturbado pela mania das invenções.
“M… envia frequentemente petições à Câmara dos Deputados sobre os assuntos mais diversos e para defender as invenções ou medidas mais inesperadas. Foi assim que afirmou ter inventado um novo sistema de poços artesianos, uma ponte para a defesa nacional, um tipo de contabilidade sem erros, etc… etc…
“Também acredita que inventou a lata frisada e gostaria que todos os fabricantes que fabricam latas frisadas lhe pagassem direitos de autor.
“Há alguns meses, enviou uma queixa sobre este assunto ao Presidente da República. Esta queixa foi remetida para o Ministério da Justiça e o Procurador-Geral da República pediu-me informações, que eu forneci e que vos dou hoje.
“M… tem cerca de 55 anos; vive do seu trabalho de caixeiro com uma das suas filhas solteiras, que trabalha como costureira.
“Ele pode ter pensado em cravar a caixa e, de boa fé, ter-se considerado o inventor quando viu este processo ser adotado na prática; mas tenho razões para acreditar que é sobretudo a sua imaginação demasiado viva que desempenha um papel nesta questão.
“Tenho a honra de devolver os documentos que gentilmente me enviou.
“Com os melhores cumprimentos
- Carta do Secretário-Geral da Prefeitura ao Presidente da Câmara de Chantenay
(enviada em 28 de maio de 1901):
“Presidente da Câmara (Chantenay)
“As informações contidas na sua carta de 23 de maio revelam que o Sr. M., residente na rue du Mont Saint-Bernard, não se encontra em sã consciência.
O seu pedido de audiência com o Prefeito não pode, portanto, ser atendido.
“Tenho a honra de pedir a V. Exa. que o informe do facto, lembrando, além disso, que o Prefeito não tem competência para intervir em litígios relativos a patentes de invenções, uma vez que esses litígios são da competência dos tribunais ordinários.
O Secretário-Geral da Prefeitura”.
- Notas da reunião de Prud’hommes de sexta-feira, 2 de agosto de 1901:
“M… contra SAUNIER e CASSEGRAIN
“O Sr. M… apresentou uma nota escrita em que afirmava ter inventado um sistema de engaste de latas em 1887 e que esta invenção tinha sido objeto de contrafação. O pedido foi apresentado ao Conseil de Prud’homme em 21 de junho de 1900. Os Srs. SAUNIER e CASSEGRAIN responderam que este engaste já era efectuado antes de 1887 e que dispunham de máquinas de engaste há mais de quinze anos; a pretensa invenção do Sr. M. era conhecida e era do domínio público há mais de dez (sobrescrito treze) anos, enquanto o pedido só datava de há um ano. (Acrescentado: este facto foi reconhecido pelo próprio Sr. M…).
O Conselho de Administração
Tendo deliberado nos termos da lei
Considerando que o exame da ata do depósito efectuado pelo Sr. M… mostra que este depósito foi feito em 21 de junho de 1900.
Considerando que, muito antes desta data, o sistema de que o Sr. M… se diz inventor já era conhecido e fazia, portanto, parte do domínio público
Considerando que, nestas condições, a reivindicação do Sr. M. não é admissível.
Por estas razões
Decide:
O pedido de M… é indeferido no que se refere à ação por incumprimento contra os Srs.
SAUNIER e CASSEGRAIN”.
- Carta do Sr. M… ao Sr. GRIVEAU, Presidente da Câmara de Chantenay :
“Chantenay sur Loire 27 de fevereiro de 1902
“Sr. GRIVEAU, Presidente da Câmara de Chantenay,
“Apresentei queixas ao Presidente da República, Monsieur Émile LOUBET, sobre a lata frisada que está a ferver, às quais Monsieur o Presidente da República me respondeu através do seu Chefe de Gabinete, dizendo-me que não podia intervir no assunto, mas que era uma questão para os tribunais. E várias cartas tinham sido enviadas para o Ministério da Justiça e enviadas ao Comissário de Chantenay, que eu assinei para provar que as tinha lido e recebido.
O Comissário disse-me: “O Sr. GRIVEAU, Presidente da Câmara, está ao corrente deste
caso, viu e recebeu as cartas do Presidente da República, do Ministro da Justiça, do Prefeito de Nantes e do Procurador-Geral. E a carta que enviou aos Fabricantes de Produtos Alimentares e Caixas Metálicas, e o depósito que foi feito dela, no Dépôt des Prud’hommes de la rue du Moulin n°18.
“Depois de ter comparecido perante o Tribunal do Trabalho entre os Srs. CASSEGRAIN e SAUNIER, o Tribunal julgou a minha ação improcedente. Reproduzi o processo ao Presidente da República, dizendo-lhe que o Presidente RUCHER, mestre pedreiro, rue des Hauts-Pavés nº 13, não tinha perguntado se havia testemunhas, que é a base de uma sentença, e que esta não era válida. É esta a resposta que se lê: que ele disse que era uma questão para os tribunais.
“Há uma pergunta que contém todas as perguntas. De 10 de novembro de 1899 até hoje: em 1900, trabalhei quatro meses; em 1901, três quinzenas. Tinha poupado. Mas agora as minhas poupanças acabaram. E os fabricantes não querem que eu trabalhe.
É por isso que pergunto ao Presidente da Câmara, Sr. GRIVEAU, se não poderia intervir neste assunto. Não posso passar o resto da minha vida sem fazer nada. Não me posso dar a esse luxo.
“Estes senhores, através do meu sistema e da minha invenção, estão a obter lucros de centenas de milhares de francos e eu estou a morrer de fome. Espero que Monsieur GRIVEAU, Presidente da Câmara de Chantenay-sur-Loire, tenha a bondade de me dar alguns conselhos sobre este assunto para obrigar os fabricantes a manterem-me ocupado nos seus ofícios: eu devia ser o primeiro à mesa e nem sequer sou o último.
Eu devia ser o primeiro à mesa e nem sequer sou o último.
“Como não trabalho
“Espero que não se esqueçam de mim. Ficar-vos-ia grato.
“Tenho a honra de vos saudar.
“M…Père Rue du Mont Saint-Bernard”.
Ao ler estes diferentes documentos, verifica-se que faltam muitos documentos no processo e que seria necessário explorar os arquivos dos cartórios do Tribunal de Nantes, os do Ministério da Justiça, os da Presidência da República e os do Júri da Exposição Internacional de 1900 para o completar. Quanto aos arquivos do tribunal industrial, não contêm o desenho da caixa depositada e as actas do julgamento desapareceram.
No entanto, as notas da audição revelam-nos o verdadeiro debate. O Sr. … não se considera o inventor da costura, mas sim o autor de uma modificação da lata para obter uma costura forte (que é o cenário mais provável, uma vez que fala sempre da lata com costura), ou de uma melhoria da máquina que poderia complementar a modificação da lata. O fabricante de latas contra o qual é feita a queixa considera que a “invenção” de que o Sr… se considera autor está em uso há mais de 10 anos, rectificada, posteriormente, em mais de 13 anos, o que significa que repetiram as datas. Dez anos levam-nos a 1891, o que explicaria o primeiro pedido do Sr… em 1892.
Treze anos levam-nos a 1888, quando M… afirma que a sua invenção data de 1887. Depois, há o aditamento, nas notas de audiência, que se pretende decisivo e que, lido com atenção, significa que o Sr. … reconhece que a invenção só foi registada há um ano, quando é utilizada há mais de dez anos. Por fim, na última carta, o Sr. … critica o juiz do tribunal do trabalho, representante das entidades patronais, por não ter pedido testemunhas.
Recorde-se que os debates datam o início da cravação em 1885-86 e não em 88 como vimos acima.
Estará o espírito de M. “um pouco perturbado”? A única prova que o sugere é uma declaração do presidente da Câmara de Chantenay, que, no entanto, modera a sua afirmação quando escreve: “pode ter pensado em cravar a caixa e, de boa fé, ter-se julgado o inventor quando viu este processo adotado na prática”. Este testemunho de um engenheiro é interessante na medida em que, partindo do princípio de que M… atribui a si próprio uma invenção mais importante do que aquela que reivindica, “poderia ter pensado nela”.
O facto é que M… parece ter tido um espírito um pouco perturbado nos anos 1900-1902. Mas se tivermos em conta que ele andava a fazer petições desde, pelo menos, 1892, e que o resultado foi a recusa dos empregadores em contratá-lo, o que era comum na altura, como é que não se fica com a mente perturbada?
No entanto, a importância deste debate situa-se a outro nível. Estamos num sector de atividade e numa fase técnica em que as invenções e as inovações são sobretudo obra dos que trabalham nas oficinas.
A sua aplicação prática era evidente, nenhum trabalhador pensava em reivindicar a paternidade e os patrões conserveiros e latoeiros não tinham o hábito de registar patentes para tais invenções ou inovações. O pedido de M. era, portanto, incongruente e só podia provir de um espírito perturbado, tanto mais que provinha de um soldador, numa época em que os soldadores eram bastante hostis à cravação, que reduzia a sua carga de trabalho.
A direção da empresa, por outro lado, registará muitas patentes para formas de caixas, formas de chaves, formas de aberturas, ou seja, elementos que desempenharão um papel importante no domínio comercial em torno da imagem de marca.
A última reflexão a que o caso M… nos conduz é a da dificuldade de um trabalhador em requerer uma patente. Antes de mais, é preciso saber como requerer uma patente.
Depois, o pedido de patente só é admissível se o desenho for efectuado em papel regulamentar, respeitando os códigos de cores, os símbolos, as regras de espaçamento entre linhas, a hachura, etc… Finalmente, em 1900, o pedido devia ser acompanhado de uma soma de cem francos, uma quantia considerável para um trabalhador, e esta soma devia ser renovada anualmente.
Na prática, as descobertas dos trabalhadores pertenciam ao patrão, que as patenteava em seu próprio nome, pelo menos até aos anos 30, altura em que os engenheiros começaram a ganhar maior importância
C’est pourquoi on voit apparaître dès 1889 des machines qui sont à la fois machines à sertir et à souder, ce qui amène la confusion dans des compte-rendu de presse de l’époque.
Devant la complexité du sertissage, les ouvriers ferblantiers boîtiers ne croient pas trop à l’avenir du sertissage comme en témoigne leur rapport à l’exposition universelle de 1900 : “L’introduction de la machine dans la fabrication et la fermeture des boîtes de conserves alimentaires date de 1888. Avant cette époque tout le travail était fait par les ouvriers ferblantiers boîtiers.
“Le premier système de machine a été importé d’Allemagne sous le nom de sertisseuse ; il consistait à sertir ou agrafer mécaniquement les boîtes, l’herméticité de ces boîtes était assurée, dans des conditions plus ou moins bonnes, par une rondelle de caoutchouc se trouvant entre le corps de la boîte et le couvercle. En 1895, ce système de fabrication a été interdit par une circulaire du Ministère de l’intérieur sur l’avis du Comité d’Hygiène de France le trouvant nuisible à la santé publique, par rapport à l’emploi du caoutchouc se trouvant en contact avec le liquide ou tout autre produit conservé (dont il est même résulte des empoisonnements). Malgré cet arrêté de M. le Ministre de l’Intérieur, on a continué, comme par le passé, à faire cette funeste fabrication qui, sans contredit, ne donne pas les mêmes résultats que le travail des ouvriers.
“Nous avons une preuve de ce que nous avançons, c’est que depuis quelques années les boîtes de viande destinées pour l’armée sont faites par la main de l’ouvrier, ou du moins le contre-soudage, pour éviter l’emploi des caoutchoucs et offrir à la boîte une garantie absolue de conservation.
“Nous aurions cru que devant tant de protestations on aurait cherché à perfectionner les machines à sertir ; mais dans les quelques expositions de ces machines que nous avons vues, nous n’avons rien trouvé de mieux fait que celles que nous voyons fonctionner tous les jours dans les fabriques de conserves de Nantes. C’est ce que prouve une fois de plus qu’elles ne donnent pas d’assez bon résultats et que les idées des fabricants sont portées sur un autre système approchant plus de la perfection. La plus belle exposition de ce genre que nous ayons vu est celle de la maison BLISS et CIE de New-York, mais comme je le disais plus haut, sans aucun perfectionnement sur les précédentes. En somme résultat presque nul”.[1]
[1] Archives Municipal de Nantes. 1BA in 8ème. Document cité.
Cette réaction des boîtiers-soudeurs est intéressante à plus d’un titre. Elle traduit d’abord les difficultés rencontrées par la mise au point du sertissage et l’impossibilité encore à cette date de soude mécaniquement les boîtes de forme. Ce n’est qu’en 1908 que des machines adaptées feront leur apparition et en 1912 le sertissage sera la technique dominante de fermeture des boîtes.
En second lieu, les boîtiers-soudeurs ne peuvent imaginer qu’une technique autre que la soudure rende les mêmes services. Il est probable qu’une large part des conserveurs pensent de même. Si le sertissage joue sur le volume de l’emploi, c’est en même temps un autre métier qui se développe à côté de celui de soudeur, les deux métiers pouvant coexister à travers le contre-soudage. Ils ne croient pas, enfin, à l’avenir du sertissage. Le réveil sera brutal dans les années qui vont suivre.
L’affaire M… et le problème de l’innovation :
Quelques pièces éparses dans les archives municipales de Nantes et les archives départementales de Loire Atlantique conduisent à nous interroger à la fois sur l’histoire anonyme dans le domaine des techniques et sur le fonctionnement des entreprises. Il est Important ici de présenter les pièces du dossier avant de l’analyser :
- “Chantenay sur Loire le 21 mai 1901
Monsieur Decamps Secrétaire Général [1]
Voulez-vous avoir la bonté de transmettre ma lettre à Monsieur le
Préfet ALITAS dans laquelle je lui demande audience pour avoir un conseil sur la question des boites de Conserves et Produits alimentaires, boîtes serties qui passent à l’ébullition. Je joins à cette lettre une lettre qui a été adressée à tous les fabricants de Conserves et Produits Alimentaires, dans laquelle il y a toutes les explications de l’existence des boîtes de Conserves. Et des boîtes serties qui passent à l’ébullition.
J’ai l’honneur de vous saluer.
M… Père
Rue du Mont Saint-Bernard.” [2]
[1] Secrétaire Général de la préfecture.
[2] J’ai restauré l’orthographe correcte comme dans tous les documents, y compris ceux des conserveurs, dans la mesure où se mêlent des textes écrits par les hommes eux-mêmes à ceux écrits par leur secrétaire ou par un écrivain public.
- Lettre annexée :
“Chantenay sur Loire le 21 août 1900
Messieurs les Fabricants de Produits alimentaires de Nantes et de Chantenay sur Loire.
“Au mois de juillet 1900 je vous ai annoncé que moi M…Père, Ferblantier-boîtier, j’étais l’inventeur de la Boîte Sertie qui passe à l’ébullition et que je venais ce jour dans vos établissements pour vous en faire la déclaration et que j’avais l’intention de faire un atelier d’un commun accord avec les Fabricants de Produits alimentaires. L’existence et la date de l’invention du sertissage qui passe à l’ébullition est en 1887. Et comme jusqu’à ce jour je n’ai aucun gain et que de 1887 à 1892, c’est à dire dans cinq ans, je n’ai pas travaillé la moitié du temps, et les boîtes serties sortaient à pleins camions de chez les Fabricants de boîtes métalliques. En 1892 ne travaillant pas par rapport aux boîtes serties, je suis allé à l’enregistrement pour avoir un certificat comme je n’étais pas patenté. De là je suis allé à la Mairie de Chantenay me plaindre que je ne travaillais pas par rapport au sertissage des boîtes de produits alimentaires et que c’était moi qui en était l’inventeur et le plus mal récompensé. Monsieur SEVESTRE, Maire de Chantenay me demande mon nom, et me dit : nous allons faire une enquête, revenez dans huit jours, et, si vous avez droit à un certificat, je vous le donnerai. Huit jours se sont passés et Monsieur SEVESTRE, Maire de Chantenay, m’a remis un certificat après enquête faite et appuyée du cachet de la mairie, une lettre de ma réclamation que j’ai jointe à mes deux certificats et que j’ai porté au Procureur de la République à Nantes, Monsieur GIRAUD. Je suis revenu plusieurs fois au Tribunal et Monsieur le Procureur de la République était toujours absent. Le Secrétaire me donne un numéro que j’ai conservé et me dit : vous allez monter au Tribunal. Je monte au Tribunal et je présente mon Numéro. Et l’on me dit : l’on vous écrira et l’on ne m’a pas écrit. En 1899 comme je voyais l’Exposition qui s’avançait et que je voulais en faire ma réclamation à la Chambre des Députés et Sénateurs et au jury de l’Exposition pour en avoir gain de cause. A chaque pétition de 1892 à 1900, je leur ai toujours parlé du sertissage.
Je recevais des pétitions de la Chambre des Députés et Sénateurs des plans et systèmes que je leur envoyais. Mais du Sertissage aucune réponse. C’est pourquoi qu’en 1900, le 20 et 21 juillet, que j’ai déposé au dépôt des Prud’hommes, rue du Moulin numéro 18 le plan de la Boîte Sertie qui passe à l’ébullition, que l’existence est de 1887.
“Comme n’ayant pas travaillé depuis le 10 novembre 1899 par rapport au sertissage, c’est pourquoi que je suis allé chez vous Messieurs les Fabricants de Produits Alimentaires vous faire la proposition de faire un Atelier pour en faire la fabrication d’un commun accord puisque c’est mon droit. Si les fabricants avaient eu le droit de déposer, ils l’auraient bien fait pour se mettre dans leur droit et je leur prouve par mon dépôt.
“Maintenant je vous dirais que j’ai encore d’autres droits. C’est le montage demi-ronde que l’invention est de 1866. Rue de Morny ancienne rue d’Angoulême. Actuellement rue Pierre Charron Paris. Plus une moraille double de mon système pour faire le montage. Par mon nouveau système, j’ai plus de chauffe qu’il en faut. Jusqu’à ce jour c’est toujours ce qui en fait la difficulté, pas assez de chauffage. Alors le boîtier voulant aller vite, le montage était pas assez chauffé et le montage éclatait. Mon nouveau système enlève cette difficulté. C’est pourquoi depuis quelques années vous avez vu des montages plats, sur les boîtes, de plus d’un centimètre de large qui n’a pas la propreté d’un montage demi-ronde.
“Il y a encore d’autres améliorations qui font défaut jusqu’à ce jour faute de ne pas avoir pu s’en servir. Vous voyez, Messieurs, qu’il fallait que je vous fasse toutes ces explications pour que vous puissiez vous en rendre compte.
J’ai envoyé à la Chambre des Députés et Sénateurs et au jury de l’exposition la reproduction de mon Dépôt de Boîte Sertie pour que le jury se prononce et me donne gain de cause, je suis allé chez Monsieur SYBYLE, je lui ai parlé de la boite sertie et du jury de l’exposition. Il m’a dit que le jury ne pouvait que me donner une médaille. Mais j’ai toujours recours à mon dépôt pour rentrer dans mes droits. Je vous dirai que toutes les boîtes seront à ouverture facile, qu’elles soient Rondes, Carrées, Ovales, Grandes, Petites, Serties ou non Serties. J’ai confiance qu’une entente pourra se faire et que vous me le ferez savoir dans une lettre.
Messieurs, recevez mes plus sincères salutations.<
J’ai l’honneur de vous saluer.
M…Père. Rue du Mont Saint-Bernard.”
- Commentaire de la lettre annexée :
“Ces Messieurs ne m’ont pas fait réponse. Je me suis adressé à Monsieur CARNAUD de Paris qui fabrique les boîtes pour certains. J’ai reproduit la réponse de Monsieur CARNAUD au Président de la République, Monsieur Émile LOUBET. Dans lequel m’a répondu par son Chef du Secrétariat du Président de la République, en me disant que ma lettre avait été transmise au Ministère de la Justice. Et en même temps il a écrit au Commissariat de Chantenay en envoyant une feuille que j’ai signée et qui est retournée au Ministère de la Justice. Cette feuille disait que, si je croyais qu’il était utile, que je pouvais demander l’assistance du Tribunal de Nantes pour en avoir une indemnité des Fabricants de boîtes métalliques et Produits Alimentaires. En 1892 ma première demande a été rejetée. En 1901 ma deuxième demande a été refusée. C’est pourquoi j’ai pensé que Monsieur le Préfet ALITAS comme étant le chef du département de la Loire Inférieure ne pourrait que de me donner un bon conseil sur cette affaire qui est Universelle”.
- Lettre du Maire de Chantenay :
“Mairie de Chantenay le 23 mai 1901
Monsieur le Préfet
En réponse à la demande que vous voulez bien me faire par votre
note du 24 courant, j’ai l’honneur de vous informer que M. M… qui vous a adressé
une demande d’audience le 21 mai est un ouvrier-boîtier très brave homme au
fond, mais dont l’esprit est quelque peu dérangé par la manie des inventions.
“M… adresse fréquemment des pétitions à la Chambre des Députés, sur les sujets les plus divers et pour préconiser les inventions ou les mesures les plus imprévues. C’est ainsi qu’il a prétendu avoir inventé un nouveau système de puits artésien, de pont pour la défense nationale, un genre de comptabilité exempte d’erreur, etc…etc..
“Il croit aussi être l’inventeur du sertissage de la boîte à conserves et il voudrait que tous les fabricants qui font la boîte sertie lui paient une redevance.
“Il y a quelques mois il a adressé une plainte à ce sujet à M. le Président de la République. Cette plainte a été renvoyée au Ministère de la Justice et Mr. le Procureur de la République m’a demandé des renseignements que je lui ai fournis et qui sont ceux que je vous donne aujourd’hui.
“M…a 55 ans environ ; ¡I vit de son travail d’ouvrier boîtier avec une de ses filles célibataire, qui exerce la profession de couturière.
“Il a pu songer au sertissage de la boîte et de bonne foi, s’être cru l’inventeur lorsqu’il a vu ce procédé adopté dans la pratique ; mais j’ai lieu de croire que c’est surtout son imagination trop vive qui joue un rôle en cette affaire.
“J’ai l’honneur de vous retourner les pièces que vous avez bien voulu me communiquer.
“Veuillez agréer, Monsieur le Préfet, l’assurance de mes sentiments dévoués”.
- Lettre du secrétaire général de la préfecture au maire de Chantenay (expédiée le 28 mai 1901) :
“M. le Maire (Chantenay)
“Il résulte des renseignements contenus dans votre lettre du 23 mai courant que M.M…, demeurant rue du Mont Saint-Bernard, n’a pas l’esprit équilibré I
La demande d’audience qu’il a adressé à M. le Préfet ne peut donc pas être accueillie.
“J’ai l’honneur de vous prier de bien vouloir l’en informer en lui faisant connaître, du reste, que le préfet n’a pas qualité pour intervenir au sujet de contestations relatives à des brevets d’inventions, ces contestations relevant de la juridiction des tribunaux ordinaires.
Le secrétaire général de la Préfecture”.
- Notes de la séance de prud’hommes du vendredi 2 août 1901 :
“M. M… contre M. SAUNIER et CASSEGRAIN
“M. M… présente une note écrite établissant qu’il a inventé en 1887, un sertissage de boîtes et qu’on a contrefait cette invention. Le dépôt a été fait au Conseil de Prud’homme le 21 juin 1900. MM. SAUNIER et CASSEGRAIN répondent que ce sertissage se faisait dès avant 1887 et qu’ils ont des machines à sertir depuis plus de quinze ans ; la soi-disant invention de M. M… est connue et est dans le domaine public depuis plus de dix (surchargé treize) ans, alors que le dépôt ne date que d’une année. (Rajouté : cela a été reconnu par M.M… lui-même).
Le Conseil
Après avoir délibéré conformément à la loi.
Attendu qu’il résulte de l’examen du procès-verbal du dépôt fait par M. M…, que ce dépôt a été effectué le 21 juin 1900.
Attendu que bien antérieurement à cette date, le système dont M.M…s’attribue l’invention était déjà connu et par suite faisait partie du domaine public.
Attendu que, dans ces conditions, la réclamation de Monsieur M… n’est pas recevable.
Par ces motifs
Décide :
M.M… est débouté de sa demande en poursuite pour contrefaçon contre MM. SAUNIER et CASSEGRAIN”.
- Lettre de M. M… à Monsieur GRIVEAU, Maire de Chantenay :
“Chantenay sur Loire le 27 février 1902
“Monsieur GRIVEAU, Maire de Chantenay,
“J’ai fait des réclamations au Président de la République Monsieur Émile LOUBET au sujet de la boîte à conserve sertie qui passe à l’ébullition, que Monsieur le Président de la République m’a fait réponse par son chef de Cabinet en me disant qu’il ne pouvait pas intervenir dans l’affaire, mais que c’était du ressort de la justice. Et plusieurs lettres qui avaient été transmises au Ministère de la Justice et envoyées à Monsieur le Commissaire de Chantenay que j’ai signé les feuilles pour prouver que je les avais lues et reçues.
“Monsieur le Commissaire m’a dit : Monsieur GRIVEAU Maire est au courant de cette affaire, a vu et eu les lettres du Président de la République, du Ministre de la Justice, du Préfet de Nantes et du Procureur de la République. Et la lettre que vous avez envoyée aux Fabricants du Produits Alimentaires et Boîtes Métalliques, et du dépôt qui en a été fait, au Dépôt des Prud’hommes de la rue du Moulin n°18.
“Après avoir paru au Tribunal des Prud’hommes entre Monsieur CASSEGRAIN et Monsieur SAUNIER, le Tribunal m’a débouté de ma demande. J’ai reproduit le procès au Président de la République en lui disant que le Président RUCHER, maître-maçon, rue des Hauts-Pavés n°13, n’avait pas demandé s’il y avait des témoins, ce qui est de la base d’un jugement et qu’il n’était pas valable. C’est la réponse que vous avez lue : qu’il disait que c’était du ressort de la justice.
“Il y a une question qui renferme toutes les questions. Depuis le 10 novembre 1899 à venir jusqu’à ce jour : en 1900 j’ai travaillé quatre mois ; en 1901 trois quinzaines. J’avais fait des économies. Mais voilà que mes économies sont épuisées. Et Messieurs les Fabricants ne veulent pas me faire travailler.
C’est pourquoi que je demande à M. GRIVEAU Maire s’il ne pouvait pas intervenir dans cette affaire. Je ne peux pas rester toute ma vie à rien faire. Vu que mes moyens ne me le permettent pas.
“Ces Messieurs par le moyen de mon système et invention réalisent des bénéfices par Centaines de Milles Francs et moi je meurs de faim. J’ai confiance que Monsieur GRIVEAU Maire de Chantenay-sur-Loire voudra bien me donner un Conseil sur cette affaire pour obliger Messieurs les Fabricants à m’occuper dans leurs métiers : je devrais
être le premier à table et je suis même pas le dernier.
“Puisque je ne travaille pas.
“Je suis dans l’attente que vous ne m’oubliez pas. Je vous serais reconnaissant.
“J’ai l’honneur de vous saluer.
“M…Père Rue du Mont Saint-Bernard”.
A la lecture de ces différents documents, on s’aperçoit qu’il manque de nombreuses pièces au dossier et qu’il serait nécessaire pour le compléter d’explorer les archives des greffes du Tribunal de Nantes, celles du Ministère de la Justice, de la Présidence de la République, ainsi que celles du Jury de l’exposition internationale de 1900. Quant aux archives des prud’hommes, elles ne contiennent pas le dessin de la boîte déposée, et les minutes du procès ont disparues.
Les notes d’audience nous renseignent toutefois sur le véritable débat. M…ne se considère pas comme l’inventeur du sertissage, mais soit comme l’auteur d’une modification de la boîte pour obtenir un serti résistant (ce qui est le plus probable puisqu’il parle toujours de la boîte sertie), soit d’un aménagement de la machine qui pourrait être le complément de la modification de la boîte. Le fabricant de boîtes de conserves visé par la plainte considère que “l’invention” dont M… se considère l’auteur est utilisée depuis plus de 10 ans, rectifié, ensuite, en plus de 13 ans, traduisant ainsi qu’ils se sont repris dans les dates. Dix ans nous amènent à 1891, ce qui expliquerait la première demande de M…en 1892. Treize ans nous amènent à 1888 alors que M… affirme que son invention date de 1887.
Retenons alors le rajout, dans les notes d’audience, qui se veut prévue déterminante et qui lue de près signifie que M… reconnaît que le dépôt de l’invention ne date que d’une année, alors que l’utilisation en est faite depuis plus de dix ans. Enfin dans la dernière lettre M… reproche au juge des prud’hommes, représentant des patrons, de ne pas avoir demandé de témoins.
Retenons que les débats datent le début du sertissage des années 1885-86 et non 88 comme nous l’avons vu plus haut.
L’esprit de M… est-il “quelque peu dérangé” ? La seule donnée qui va dans ce sens est une affirmation du Maire de Chantenay qui toutefois modère son affirmation lorsqu’il écrit : “il a pu songer au sertissage de la boîte et, de bonne foi, s’être cru l’inventeur lorsqu’il a vu ce procédé adopté dans la pratique”. Ce témoignage émanant de quelqu’un qui est ingénieur, est intéressant dans la mesure où, supposant que M… s’attribue une invention plus importante que celle pour laquelle il réclame en réalité, “aurait pu y penser”.
Il ne reste pas moins que M… semble bien avoir quelque peu l’esprit dérangé dans ces années 1900-1902. Mais si l’on songe qu’il pétitionne au moins depuis 1892 et que la conséquence en est un refus d’embauché de la part des employeurs, ce qui est fréquent à l’époque, comment ne pas finir par avoir l’esprit dérangé ?
L’importance toutefois de ce débat se situe à un autre niveau. On est dans un secteur d’activité et à un stade technique où les inventions et les innovations sont principalement le fait de ceux qui travaillent dans les ateliers.
Leur mise en pratique va de soi, nul ouvrier ne songe à en revendiquer la paternité et les patrons de la conserve et de la ferblanterie n’ont pas l’habitude de déposer des brevets pour de telles inventions ou innovations. La demande de M…est alors incongrue et ne peut venir que d’un esprit dérangé, d’autant plus qu’elle émane d’un ouvrier-soudeur à une époque où ceux-ci sont plutôt hostiles au sertissage qui réduit leur volume de travail.
Les directions des entreprises, par contre, feront beaucoup de dépôts de brevets pour des formes de boîtes, des formes de clefs, des formes d’ouvertures, c’est à dire d’éléments qui joueront un grand rôle dans le domaine commercial autour de l’image de marque.
La dernière réflexion à laquelle nous conduit l’affaire M… est la difficulté pour un ouvrier de déposer un brevet. Il faut d’abord savoir comment on le dépose. Ensuite la demande de brevet n’est recevable que si le dessin est fait sur papier réglementaire, en respectant les codes couleurs, les symboles, les règles d’espacement des traits, de hachurage, etc… Enfin en 1900 le dépôt doit être accompagné d’une somme de cent francs, ce qui est considérable pour un ouvrier, cette somme devant être renouvelée annuellement.
Dans la pratique les découvertes des ouvriers appartiennent à l’employeur qui les fait breveter sous son propre nom et cela au moins jusque dans les années 30, période où les ingénieurs commencent à prendre de l’importance.
VI TÉCNICAS DE RESERVA
A Exposição Universal de 1900 introduziu uma terceira forma de fabrico de latas: a lata de repuxo profundo. A ASCHE apresentou um modelo na sua publicidade:
“A lata de fundo não é nova, pois é utilizada em grande escala há muito tempo, mas a sua utilização como material de enlatamento tem sido muito limitada, porque a proporção de perdas devido a fugas é demasiado elevada.
“Foi também o Sr. ASCHE, com a sua invenção da fixação quebrada da matriz de repuxo profundo, que tornou a aplicação da lata de repuxo profundo prática para a indústria conserveira. Enquanto a proporção de perdas com as ferramentas antigas era de 10% em média, é de apenas 2 por mil com as nossas ferramentas patenteadas, e temos a opção de utilizar folha de Flandres comum para a produção de conservas, enquanto que com as ferramentas antigas tínhamos de utilizar ferros especiais, cuidadosamente selecionados. É muito claro que a repuxagem, aperfeiçoada desta forma, oferece vantagens consideráveis em relação a todos os sistemas utilizados até agora, especialmente porque o fecho destas latas foi resolvido ao mesmo tempo graças às nossas máquinas de soldar; o nosso equipamento para fazer a lata repuxada prepara-a exatamente como a lata de película, o corpo tem um rebordo interior e o fecho por soldadura mecânica dá um excelente resultado.
“O preço de custo desta lata é muito mais baixo, não só do que o antigo sistema de fabrico manual, mas também do que o das latas soldadas mecanicamente em ambos os lados. Geralmente, é necessário um quilo de soldadura para as latas feitas à mão, 450 g para as latas soldadas mecanicamente dos dois lados e apenas 250 g para cada 100 latas de sardinha de 1/4 de profundidade. Os custos de mão de obra são sensivelmente os mesmos. É sobretudo esta lata que permite ao fabricante fabricar a lata vazia apenas algumas horas antes do fecho, porque com uma única ferramenta podemos facilmente fornecer 20 trabalhadores de enlatamento de sardinhas. Não há dúvida de que, para produtos de qualidade normal, em que o preço da lata desempenha um papel importante, este tipo de embalagem é altamente recomendado…”.
Os delegados dos trabalhadores verão uma segunda máquina que engasta a tampa:
“Também notámos outro tipo de máquina…, que consiste em estampar a própria caixa, como uma base ou uma tampa; este método não necessita de soldadura para o fecho, que é feito por uma máquina de cravar.
“Este sistema, embora de grande simplicidade, apresenta muitos inconvenientes, na medida em que o fecho utilizado para o enchimento tem de ser sempre da mesma espessura e de boa qualidade, caso contrário ocorrem perturbações na ferramenta; e, por outro lado, se a folha de Flandres não oferecer resistência suficiente, produzem-se fissuras quase imperceptíveis à vista, mas que, quando a lata passa pelo processo de cozedura, depois de enchida, se encontram muito bem, para grande desvantagem do fabricante.”[1]
[1] Relatório citado
Foi também nesta altura que surgiram as tampas destacáveis equipadas com um anel nos sistemas de abertura fácil. No entanto, os meios técnicos ainda não tinham sido aperfeiçoados para produzir corretamente uma lata de desenho profundo com uma tampa destacável. Além disso, este tipo de lata não estava de acordo com as preocupações e a mentalidade da época. As conservas eram ainda um produto de luxo e, durante algum tempo, a garantia de qualidade seria a soldadura.
VI DES TECHNIQUES EN RESERVE
L’Exposition Universelle de 1900 présente une troisième façon de fabriquer la boîte : la boîte emboutie. La Maison ASCHE en présente un modèle dans sa publicité :
“La boîte emboutie proprement dite n’est pas une nouveauté, car depuis longtemps on l’emploie sur une vaste échelle ; seulement l’application comme boîte à conserves n’était jusqu’ici que fort restreinte, parce que la proportion de pertes pour non étanchéité était par trop élevée.
“C’est encore M. ASCHE, par son invention du serrage brisé de la matrice à emboutir, qui a rendu l’application de la boîte emboutie pratique pour l’industrie des conserves. Si la proportion de pertes avec l’ancien outillage était de 10% dans la moyenne, elle n’est que de 2 pour mille avec nos outils brevetés et on a la faculté d’employer le fer-blanc ordinaire à conserves, tandis qu’avec les anciens outils il fallait des fers spéciaux triés avec soin. Il est très clair que l’emboutissage ainsi perfectionné offre des avantages considérables sur tous les systèmes employés jusqu’à ce jour, d’autant plus que la fermeture de ces boîtes a été résolue du même coup grâce à nos machines à souder ; notre matériel pour fabriquer la boîte emboutie, la prépare exactement comme la boîte à décollage, le corps a un rebord intérieur et la fermeture par le soudage mécanique donne un excellent résultat.
“Le prix de revient de cette boîte est de beaucoup inférieur non seulement à l’ancien système de fabrication à la main, mais encore à celui des boîtes soudées mécaniquement des deux côtés. On compte généralement un kilo de soudure pour la fabrication à la main, 450g pour les boîtes soudées mécaniquement des deux côtés et seulement 250 grammes par 100 boîtes 1/4 sardines embouties. Pour la main-d’œuvre la proportion est à peu près la même. C’est surtout cette boîte qui permet au fabricant de faire la boîte vide quelques heures seulement avant la fermeture, car avec un seul outillage on peut aisément fournir 20 ouvrières emboîteuses de sardines. Il est hors de doute que pour des marchandises de qualité ordinaire où le prix de la boîte joue un grand rôle, ce genre d’emballage est tout à fait indiqué…”.
Les délégués des ouvriers-boîtiers verront une seconde machine qui, elle, sertit le couvercle :
“Nous avons également remarqué un autre genre de machine…, il consiste à estamper, comme un fond ou un couvercle de boîte, la boîte elle-même ; cette fabrication ne demande pas de soudure pour la fermeture, c’est une machine qui la fait au moyen du sertissage.
“Ce système, quoique étant d’une grande simplicité, offre beaucoup d’inconvénients en ce sens que la fermeture servant à la confection doit être toujours de même épaisseur et de bonne qualité, sinon il se produit des dérangements dans l’outil ; et, d’un autre côté, si le fer-blanc n’offre pas une résistance suffisante, il se produit des crevasses qui sont presque imperceptibles à l’œil, mais qui, lorsque la boîte a passé à l’ébullition, après son remplissage, se trouvent très bien, au grand désavantage du fabricant”.[1]
[1] Rapport cité
Dès cette époque aussi, dans les systèmes d’ouverture facile, on voit apparaître les couvercles à arrachement munis d’un anneau. Toutefois les moyens techniques ne sont pas encore au point pour réaliser correctement la boîte emboutie munie d’un couvercle à arrachement. En outre cette boîte ne correspond pas aux préoccupations et à la mentalité de l’époque. La conserve est encore un produit de luxe et la garantie de la qualité restera encore pour un temps la soudure.